

11. Особенности переноса электродного металла в дуге при сварке в углекислом газе и смеси аргона с углекислом газом.
Для сварки в СО2 обычной стационарной дугой характерны 2 вида переноса капли: крупнокапельный с КЗ и без КЗ. На каплю при сварке в СО2 действуют те же силы, что при РДС и аргонодуговой сварке. Соотношение этих сил и направленность принципиально отличаются. Это обусловлено сильным сжатием столба дуги и активных пятен. В теории существует следующее объяснение: сжатие активных пятен и столба дуги связанно с диссоциацией СО2=СО+1/2О2. Эта реакция идёт с поглощением тепла, поэтому дуга сжимается, этому способствует применение больших сварочных токов.
Из-за сжатия дуги её активное пятно не охватывает поверхность капли, а стягивается на узком участке, что и изменяет направленность Рп.э.
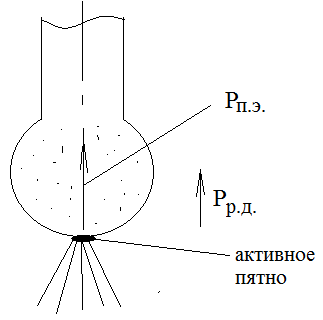
Вследствие сужения активного пятна дуги значительно повышается концентрация тепловой энергии. Это резко повышает интенсивность испарения металла капли и следовательно отдачи паров металла, направленных нормально к поверхности испарения.
Сила давления отраженных газовых потоков затрудняет перенос металла и способна сдвинуть каплю в сторону.
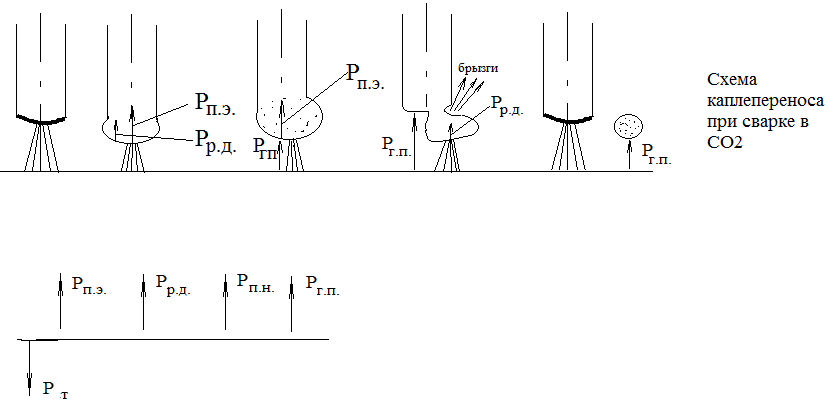 Рп.э.
– сила пинч-эффекта
Рп.э.
– сила пинч-эффекта
Р р.д.– реактивная сила давления паров и газов
Рп.н. – сила поверхностного натяжения
Р г.п.– сила давления газовых плазменных потоков
Рт – сила тяжести
Вылет крупных капель за пределы шва и систематический выброс мелких из-за взрыва шейки вызывает повышенное разбрызгивание расплавленного металла, что является главным недостатком сварки в СО2.
Сварка в смеси Аr+CO2 при содержании до 20-25% СО2 идёт как в чистом аргоне.
При содержании в смеси более 25% СО2 процесс становится близким к сварке в чистом СО2 и сопровождается повышенным разбрызгиванием.
12. Строение сварочной дуги. Процессы, проходящие в различных участках дуги. Потенциал ионизации элемента.
Строение дуги постоянного тока представлено на рисунке.
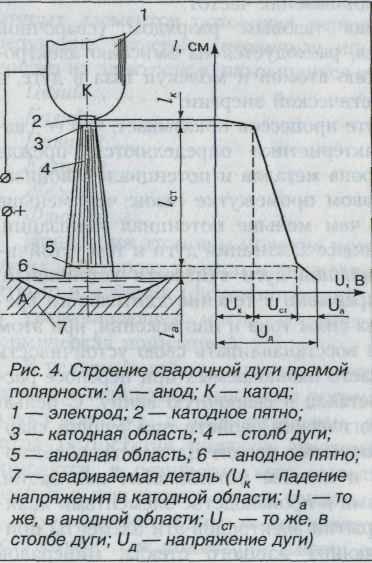
Видно,что в дуге присутствуют 3 основных участка: катодная область, приэлектродная область, столб дуги и анодная приэлектродная область.
В катодной области текут два противоположно направленных потока: электронов и положительно заряженных ионов. Излучаемые катодом электроны поступают в столб дуги, не сталкиваясь на своем пути в пределах катодной области с атомами и молекулами газа. Положительные ионы падают на катод, при этом они нейтрализуются и тормозятся с выделением большого количества теплоты, приводящей к нагреву и плавлению электрода. Падение напряжения в катодной области U составляет 10—20 В, напряженность электрического поля примерно 106 В/см. Протяженность катодной области / равна 10 4—10 5 см. Следует отметить, что электроны излучаются не всей поверхностью катода одновременно, а отдельными его участками. Такие участки катода, излучающие электроны, называют катодными пятнами. Местоположение этих активных пятен все время меняется с большой скоростью.
Столб дуги — участок длиной /ст, представляющий собой частично ионизированный газ, содержащий атомы и молекулы, свободные электроны, положительно и отрицательно заряженные ионы. Такой хотя бы частично ионизированный газ называют плазмой. Плазменный столб дуги считается в целом электрически нейтральным: в каждом его сечении одновременно находятся равные количества заряженных частиц противоположного знака. В столбе дуги идут два взаимоуравновешенных процесса: с одной стороны, ионизация, с другой — рекомбинация, сопровождаемая выделением электромагнитных излучений. Напряженность электрического поля в столбе дуги невелика и составляет всего 10-50 В/см.
В анодной области, расположенной у положительного электрода, имеет место направленный поток электронов. Этот поток течет от столба дуги к поверхности анода, называемой анодным пятном. Анодное активное пятно, в отличие от катодного, имеет существенно большие размеры и малую подвижность. Поток электронов падает на анодное пятно, нейтрализуется и тормозится с выделением тепловой энергии, приводящей к сильному нагреву анодного пятна и, как следствие, к плавлению свариваемой детали. Падение напряжения в анодной области Uа составляет 4-6 В, напряженность электрического поля примерно 104 В/см. Протяженность анодной области /а равна 10-3-10-4 см.
Ионизационный потенциал – наименьшая энергия (В) необходимая для удаления электрона из электронной оболочки.
В условиях действия электронного поля, электроны и образующиеся отрицательные ионы движутся к аноду, а положительные к катоду и достигая полюсов, частицы противоположного знака тормозятся, в результате чего выделяется большое количество энергии в форме теплоты. Чем меньше работа выхода электрона и чем меньше потенциал ионизации, тем легче зажигается дуга и устойчивее её горение.
Горение св.дуги является устойчивым, когда разряд существует непрерывно в течении длительного времени при заданных значениях тока и напряжениях, при этом дуга способна сохранять или восстанавливать свою устойчивость при переносе капель.