

4.4 Применение сухих строительных смесей.
ЭФФЕКТИВНОСТЬ РЕГИОНАЛЬНЫХ ПРОИЗВОДСТВ СУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ (ССС) НА ОСНОВЕ МЕСТНОГО СЫРЬЯ
Проведён анализ итогов развития строительного комплекса Ульяновской области, показана особо богатая обеспеченность высококачественным природным сырьём и попутными продуктами для организации высокоэффективных производств ССС.
Ключевые слова: строительные смеси, сухие смеси, местное сырьё.
Развитие строительной отрасли напрямую зависит от состояния промышленности строительных материалов в Ульяновской области, которая во многом обусловливает ценовую политику на рынке жилья.
За последние годы строительная индустрия заметно развивается, являясь одним из наиболее динамичных секторов экономики. Поэтому увеличение объёмов жилищного строительства – объективный показатель позитивных изменений в регионе. За 2005 год введено 288 тыс. кв. метров жилья, что в 1,8 раза больше уровня 2004 года. Повышение благосостояния населения области, рост уверенности в будущем позволили жителям построить за свой счёт и с помощью кредитов банков 675 домов площадью 117,6 тыс. кв. метров, что на 45% больше, чем в 2004 году, рис. 4.8.
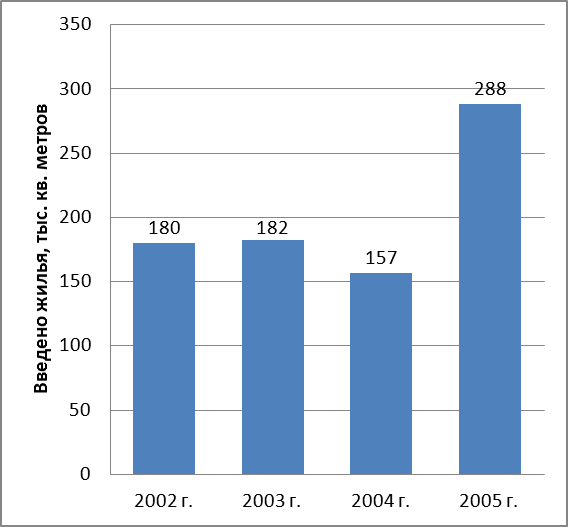
Рис. 4.6. Динамика ввода в действие общей площади жилых домов в Ульяновской области
Потребность в строительных материалах определяется из развития, прежде всего, жилищного строительства как доминирующей отрасли, и динамика её роста в области продолжается.
Повышенный спрос на строительные материалы, увеличение загруженности мощностей предприятий промышленности строительных материалов являются положительным фактором для развития отрасли стройиндустрии (табл. 4.7).
Таблица 4.6
Выпуск продукции предприятиями строительных материалов и стройиндустрии в 2005 году (в сравнении с 2004 годом)
Сборные железобетонные конструкции и детали |
223,8 тыс. м3 |
103,9% |
Кирпич строительный |
175,2 млн усл. кирпичей |
92,4% |
Цемент |
1216,2 тыс. тонн |
85,4% |
Листы асбестоцементные (шифер) |
108,1 млн усл. плиток |
105,5% |
Мягкие кровельные материалы |
26608 тыс. м2 |
102% |
Линолеум |
11064 тыс. м2 |
116% |
В 2005 году введены в действие новые мощности промышленности строительных материалов на следующих предприятиях:
– ОАО «Завод КПД-2» — линия стационарных гидравлических поворотных стендов для производства стеновых панелей мощность 5 тыс. куб. м в год;
– ООО «Ульяновскшифер» — линия по производству асбоцементных труб мощностью 1200 усл. км в год;
– ООО «Стройпластмасс — СП»: после реконструкции производственного корпуса пущен цех по производству тротуарной плитки с ожидаемый объёмом 3,0 тыс. кв. м в месяц; создано 8 новых рабочих мест; открыта линия нанесения печатного рисунка на отделочную пленку ПВХ немецкой фирмы «Рамеш» мощностью 1 млн кв. м в месяц, создано 12 новых рабочих мест;
– запущен Старомайнский кирпичный завод по производству высококачественного керамического кирпича марки 150-170 мощностью 10-12 млн штук в год. В настоящее время идёт отработка производства и технологии с целью улучшения качества выпускаемой продукции, промышленное производство началось в 2006 году. При пуске завода на полную мощность будет создано 75 рабочих мест.
Тем не менее в настоящее время стройиндустрия не успевает за темпами строительно-монтажных работ. Анализ производимых в области строительных материалов указывает на дефицит, а по отдельным позициям – на полное отсутствие мощностей по их выпуску.
Из всего ассортимента строительных материалов наибольшее значение для потребителей имеет закупки строительного стекла, облицовочной керамической плитки и санитарно-технических изделий из керамики, минеральные утеплители, современные отделочные материалы. Поставки этой продукции из других регионов вызывают удорожание строительства.
В то же время минерально-сырьевая база области позволяет значительно расширить ассортимент выпускаемой продукции. Геологическая древность территории Ульяновской области и особенности её строения обусловливают здесь наличие разнообразных минеральных богатств, происхождение которых связано с осадочными отложениями. Одни из них образованы миллионы лет назад древними морями, покрывавшими нынешнюю территорию области, другие – в более поздние периоды.
Минерально-сырьевые ресурсы области разнообразны и по промышленной ценности имеют как федеральное (региональное) значение (нефть, сырьё для стекольной, цементной промышленности, фильтровальных порошков), так и местное (областное) – для выпуска строительной извести, силикатного и глиняного кирпича, щебня, бетона, торфа.
Ведущее положение в структуре минерально-сырьевых ресурсов Ульяновской области занимают стекольное, цементное, кремнистое и карбонатное сырьё, а также сырьё для грубой керамики.
Основные физико-технические свойства сухих смесей и строительных растворов на их основе
Наименование показателей |
Единицы измерения |
Пределы измерения |
Степень наполнения смешанного вяжущего цементом |
% по массе |
10-50 |
Марка (класс) раствора по прочности на сжатие Прочность на сжатие в возрасте 28 суток |
-
МПа |
М25(В1,5) – М150(В12,5)
2,5 – 15,0 |
Марка растворной смеси по подвижности Глубина погружения эталонного конуса |
-
см
|
Пк4 – Пк14
1-14 |
Водовяжущее отношение |
- |
0,6 – 1,4 |
Насыпная плотность сухой смеси |
кг/м3 |
900 - 1450 |
Плотность раствора |
кг/м3 |
1710 – 1990 |
Плотность растворной смеси |
кг/м3 |
1750 – 2100 |
Водоудерживающая способность |
% |
95 – 99 |
Расслаиваемость |
% |
0,3 – 6,0 |
Деформация усадки |
мм/м |
1,35 – 3,06 |
Морозостойкость раствора марки М 100 |
- |
F35 – F50 |
Стекольное сырьё
Высококачественные стекольные пески поставляются крупнейшим стекольным заводам России. С 1985 г. Действует обогатительная фабрика проектной мощностью 300 тыс. т обогащённых песков в год. В Ульяновской области находятся Ташлинское (стекольное сырьё) и Лукьяновское (формовочное и стекольное сырьё) месторождения кварцевых песков, являющимися крупнейшими в России сырьевыми базами.
Цементное сырьё
Запасы карбонатных пород (мела), глин и гидравлических добавок (опоки – свойчтва приведены в таблице 4.8, диатомиты) для производства цемента в Ульяновской области практически не ограничены. Разведано пять наиболее крупных месторождений мела для производства цемента с суммарными запасами 380 млн тонн. Наиболее перспективные районы Ульяновской области – Сенгилеевский, Ульяновский, Майнский и Тереньгульский.
Таблица 4.7.
Колебания физико-механических свойств опок различных месторождений
Разновидность опок |
Плотность, г/м3 |
Дробимость, % |
Марка по дробимости |
Водопогложение за 48ч, % |
Песчаниковая опока |
1,74 |
30,0 |
200 |
11,50 |
1,88 |
27,8 |
300 |
11,07 |
|
1,81 |
33,0 |
200 |
13,3 |
|
1,63 |
31,0 |
200 |
31,3 |
|
1,92 |
25,0 |
300 |
10,8 |
|
2,03 |
22,7 |
400 |
9,2 |
|
2,13 |
21,9 |
400 |
7,1 |
|
Глауконитовая опока |
2,00 |
29,0 |
200 |
11,1 |
2,08 |
25,8 |
300 |
10,3 |
|
2,03 |
30,3 |
200 |
10,4 |
|
1,72 |
29,7 |
200 |
31,4 |
|
1,37 |
31,0 |
200 |
26,8 |
|
1,41 |
25,2 |
300 |
24,5 |
|
1,43 |
26,2 |
300 |
25,8 |
|
1,40 |
27,1 |
300 |
25,8 |
Кремнистое сырьё
По запасам кремнистого сырья (диатомитов) Ульяновская область занимает одно из ведущих мест в России, что даёт нам возможность называть себя Силиконовой долиной Старого Света или новой России. Промышленные запасы этого кремнистого сырья превышают 60 млн тонн. Из одиннадцати разведанных месторождений кремнистого сырья – шесть месторождений диатомитов (эксплуатируется одно – Инзенское) и пять месторождений цементного сырья.
Благодаря своим специфическим свойствам кремнистое сырьё рассматривается как минеральное сырьё многоцелевого назначения, что определяет их широкую перспективу использования.
Кремнистое сырьё разведанных месторождений может использоваться для производства теплоизоляционного кирпича.
Физико-механические свойства и минералогический состав кремнистых пород
Наименование пород |
Плотность, г/см3 |
Средняя плотность, г/см3 |
Общая пористость, % |
Размокаемость, % |
Преобладающие минералы |
Трепелы
|
2,06 – 2,37
2,01 – 2,20
2,40 – 2,55 |
1,34 – 1,54
0,96 – 1,25
1,68 – 1,97 |
34,90 – 1,90
50,52 – 53,10
30,50 – 32,40 |
20,70 – 6,60
2,10 – 40,1
10,30 – 20,70 |
Кварц, глауконит, активный кремнезём 6-57%, примеси глинистого вещества. Опал, кристаболит, активный кремнезём 55-87%. Опал, кристоболит, значительные примеси кальцита, активный кремнезем 7-30%. |
Трепелы
|
2,15 – 2,20
2,18 – 2,28 |
0,70 – 0,97
0,85 – 1,15 |
54,90 – 67,50
48,20 – 61,00 |
71,80 – 100
96,70 – 100 |
Опал, полевой шпат, мусковит, глуаконит, активный кремнезем 30-50%. Опал, кристоболит, примеси глинистых минералов типа монтмориллонита, гидрослюдистых, каолинита, активный кремнезем 25-35%. |
Опоки
|
2,28 – 2,40 2,40 – 2,43
2,35 – 2,43
2,40 – 2,46 |
1,48 – 1,72 1,34 – 1,38
1,15 – 1,27
1,20 – 1,28 |
22,60 – 48,30 43,0 – 45,0
47,0 – 51,3
46,80 – 47,40 |
Не размокают |
Опал, кристаболит, активный кремнезём 50-70%. Опал, кристаболит, активный кремнезём 45-55%. Опал, кристаболит, активный кремнезём 50-70%, глинистое вещество более 30%. Опал, кристаболит, карбонат кальция 20-25%. |
Сырьё для грубой керамики
Разведано 30 месторождений кирпичного сырья, из них 3 месторождения эксплуатируются действующими кирпичными заводами. Сырьё только 8 месторождений пригодно для производства кирпича обыкновенного марок «75 – 125» в естественном составе, без каких-либо добавок, причём естественная сушка сырца возможна только для сырья 5 месторождений. Сырьё всех остальных месторождений требует введения более или менее сложных добавок или искусственной сушки сырца. Кроме того, большая часть разведанных месторождений глинистого сырья так и перспективные участки поисков располагаются на пахотных землях.
Выпуск красного (глиняного) кирпича сосредоточен на ЗАО «Ульяновский комбинат стройматериалов» (до 92% общего объёма производства), который разрабатывает Вырыпаевское месторождение глин с проектной мощностью карьера 110 тыс. м3. Добыча – 2,5 тыс. м3 в год.
В настоящее время единственным производителем лицевого керамического кирпича в области является кирпичный завод ООО «Интерстрой», разрабатывающий Старомайнское месторождение глин.
Ресурсы карбонатного сырья
Разведанные промышленные запасы мела 18 месторождений составляют 76 млн тонн, из них 7 разведаны как сырьё для производства извести. Потребности области в известняковой муке для известкования кислых почв составляют 500 тыс. тонн. В области разведано 11 месторождений мела для известкования кислых почв с суммарными запасами 12 млн тонн. На 8 месторождениях действовали карьеры, н них вырабатывалась известняковая мука непосредственно на месте добычи мела предприятиями «Сельхозхимии». Потребности области в известняковой муке для известкования кислых почв составляют порядка 500 тыс. т в год.
В настоящее время все 8 карьеров не эксплуатируются. Средняя производительность карьеров в период их работы составляла 15-30 тыс. т в год.
Физико-механические свойства некоторых разновидностей карбонатных пород
Наименование пород |
Плотность, г/м3 |
Пористость, % |
Водопоглощение, % |
Прочность, МПа |
|
в сухом состоянии |
в водонасыщенном состоянии |
||||
Известняки мелкозернистые
|
2,41 – 2,89 |
4,5 – 13,0 |
1,6 – 7,0 |
35,1 – 806,4 |
212 – 301,5 |
Псевдоцеолитовые Известняки
|
2,33 – 2,84 |
5,1 – 14,0 |
4,6 – 5,1 |
35,8 -144,4 |
27,8 – 522 |
Известняки органообломочные
|
2,32 – 2,69 |
4-1 – 22,0 |
1,2 – 5,7 |
41,4 – 162,9 |
35,0 – 631 |
Доломитизированные известняки
|
2,14 – 2,75 |
3,2 – 16,2 |
1,0 – 10,5 |
9,51 – 108,4 |
363 – 116,2 |
Мел
|
1,6 – 1,66 |
- |
- |
2,1 – 13,5 |
2,1 – 4,8 |
Пористые заполнители
Сырьём для производства керамзита область обеспечена за счёт 3 действующих карьеров – (Сельдинское, Новоульяновское месторождения, месторождение «Елховый Куст») с общими промышленными запасами 19,2 млн м3, при этом есть перспективы выявления новых месторождений.
Сельдинское месторождение глин разрабатывает АО «Керамзит» (г. Ульяновск), Новоульяновское – ООО «Новоульяновскжелезобетон».
Запасами сырья все предприятия обеспечены на срок более 20 лет.
Сырьё двух месторождений глин (Русско-Мелекесское, Акшуатское) определено на пригодность для производства аглопорита. Одно из них (Русско-Мелекесское) обладает значительными запасами (5 млн м3), и сырьё его пригодно для производства аглопорита марки «700».
Ресурсы строительного камня
В области учтено 30 месторождений строительного камня, разведано с различной степенью детальности 12 месторождений с запасами порядка 31 млн тонн. Месторождения высокомарочного кварцевого песчаника типа Кучуровского в области практически выработаны; основная масса запасов строительного камня сосредоточена на месторождениях, где полезная толща представлена чередованием прослоев песчаника различной крепости с промежуточными прослоями, «пустой» породой – песок, диатомит. Разработка таких месторождений осложняется высокой глинистостью промежуточных «пустых» пород. Из песчаника кварцевого возможно получение щебня марок «400 – 800», из опоковидного производится щебень марок «200 – 400». Но наиболее перспективными, с менее сложными горнотехническими условиями разработки являются месторождения строительного камня переотложенного типа, где полезная толща представлена песчано-гравийно-галечно-валунной смесью. Из смеси таких месторождений можно получать щебень марок «300 – 600», в основной своей массе марки «400». Такой тип месторождений выявлен в южных районах области, а наиболее крупные – в Ульяновском, Тереньгульском, Сенгилеевском районах.
С учётом вышесказанного и основываясь на данных карты «Минерально-сырьевая база твёрдых неметаллических полезных ископаемых Ульяновской области», можно сделать вывод, что на сегодняшний день местные сырьевые ресурсы используются не в полной мере (табл. 4.8).
Для перспективного развития промышленности строительных материалов, осуществления стратегического планирования в области расширения номенклатуры видов и увеличения объёмов производства продукции необходимо:
провести обновление основных фондов предприятий промышленности строительных материалов с переходом на более высокий уровень их технического оснащения;
обеспечить выпуск конкурентоспособных высококачественных материалов и изделий;
добиться снижения ресурсоёмкости, энергетических и трудовых затрат на изготовление продукции;
повысить производительность труда за счёт максимальной механизации и автоматизации производственных процессов;
обеспечить рациональное использование минеральных природных ресурсов и вовлечение в производство техногенных отходов различных отраслей промышленности;
привлечь необходимые инвестиции для модернизации действующих производств, введения новых мощностей и их эффективной эксплуатации.
Приоритетные направления развития отдельных видов продукции промышленности строительных материалов в области ориентированы на создание новых мощностей и модернизацию действующих предприятий, обеспечивающих строительную отрасль, на основе применения ресурсо- и энергосберегающих технологий, производством следующих строительных материалов, изделий и конструкций:
Таблица 4.8
Запасы и добыча минерального строительного сырья в Ульяновской области
Полезные ископаемые, единицы измерения |
Месторождения, учтённые балансом |
Добыча за 1999 г. |
Месторождения и участки с разведанными запасами |
|||
всего |
В т. ч. эксплуатируемых |
Запасы на 1.01.2000 г. |
|
всего |
Запасы на 1.01.2000 г. |
|
Строительный камень, тыс. м3 |
12 |
7 |
68585 |
45,1 |
24 |
23934,3 |
Песчано-гравийные материалы, тыс. м3 |
5 |
5 |
8605,6 |
76,0 |
11 |
3733,6 |
Пески строительные, тыс. м3 |
11 |
9 |
36258,2 |
210,3 |
10 |
66789 |
Сырьё для производства силикатных изделий, тыс. м3 |
|
|
|
|
|
|
А. Пески |
5 |
4 |
108162,7 |
562,0 |
4 |
39192 |
Б. Глины-пластификаторы |
2 |
– |
1166 |
– |
– |
– |
Пески для известково-песчаных блоков, тыс. м3 |
– |
– |
– |
– |
2 |
670 |
Кирпичное сырьё, тыс. м3 |
|
|
|
|
|
|
А. Глины и суглинки |
23 |
7 |
36419 |
9,2 |
12 |
38231 |
Б. Диатомиты |
3 |
– |
27810 |
– |
9 |
113970 |
В. Трепелы |
– |
– |
– |
– |
3 |
9280 |
Цементное сырьё, тыс. т |
|
|
|
|
|
|
А. Мел |
6 |
2 |
855826 |
1582,0 |
2 |
58500 |
Б. Мергели |
1 |
– |
2312 |
– |
5 |
55050 |
В. Опоки, диатомиты |
5 |
2 |
59307 |
177,0 |
5 |
70489 |
Г. Глины |
4 |
2 |
59859 |
295,0 |
4 |
46065 |
Мел для производства извести, тыс. т |
10 |
4 |
77790,8 |
241,1 |
8 |
59862,2 |
Керамзитовое сырьё, тыс. м3 |
3 |
3 |
28367 |
33,0 |
1 |
2256 |
Аглопоритовое сырьё, тыс. м3 |
2 |
– |
9456 |
– |
– |
– |
Пески стекольный, тыс. т |
2 |
1 |
148638 |
743,0 |
– |
|
Пески для цементно-песчаной черепицы, тыс. м3 |
– |
– |
– |
– |
1 |
1861 |
Минеральные пигменты, т |
– |
– |
– |
– |
1 |
1210 |
высокоэффективных теплоизоляционных материалов на основе стекловолокна, перлитов, базальтов, диатомитов, пеностекла, изделий из минеральной ваты;
новых типов вяжущих и цементов, не требующих тепловой обработки при производстве бетонных конструкций изделий;
керамической, цементно-песчаной и металлической черепицы улучшенного качества; кровельных и гидроизоляционных материалов на основе атмосферостойких каучуков, полимерных масличных составов, повышающих в 2-3 раза их долговечность и морозостойкость;
эффективного керамического и лицевого кирпича, изделий из ячеистых бетонов, гипса, природного камня, пористой и другой строительной керамики, выполненной на базе переработки минерального сырья горнодобывающей промышленности;
новых отделочных материалов: сухие строительные и декоративные растворы на синтетических связующих, облегчённых гипсоволокнистых и гипсокартонных листов, быстротвердеющих мастик, линолеума и ковролина на экологически чистых основах, архитектурного, декоративного, закалённого стекла с откидными многослойными покрытиями, строительного триплекса.
Для эффективного развития промышленности строительных материалов необходимо комплексное использование добываемых природных ресурсов, в том числе отходов (отсевов дробления щебня). При производстве щебня из изверженных горных пород объём отсевов может достигать 25%, а из осадочных пород – превышает 45% от перерабатываемой горной массы. В связи с наметившейся тенденцией к потреблению нерудных строительных материалов более высокого качества количество отсевов неуклонно возрастает, что в основном относится к изверженным горным породам. К сожалению, систематический учёт объёмов отходов дробления никогда не проводился.
По приближённым оценкам общий объём отсевов дробления, образующихся ежегодно на предприятиях по производству щебня (в Ульяновской области – это предприятие «Автодор»), составляет в настоящее время около 28-35 млн м3. В настоящее время в отвалах скопились сотни миллионов кубометров отсевов. Формируемые из отсевов техногенные месторождения в перспективе следует рассматривать как минерально-сырьевую базу производства мелких фракций щебня, песка и других видов продукции для строительной отрасли. В отечественной строительной промышленности в период наиболее интенсивного ведения строительных работ наблюдается дефицит железнодорожного транспорта. Перевозка такого дешёвого материала, как отсевы, на большие расстояния не рациональна. Поэтому их можно рассматривать только как местное сырьё. Целесообразно разделение отсевов на фракции, что повысит заинтересованность в них различных предприятий, увеличит стоимость и плечо рациональных перевозок. Выбор направлений использования отсевов требует комплексного изучения их свойств, включая оценку минералогопетрографического и химического составов, структурно-текстурных особенностей исходной горной породы, а также показателей, регламентируемых потребителями, в том числе удельной поверхности, дисперсности пылевидной составляющей, формы частиц, цвета, влажности, пористости.
Уже сформировались наиболее материалоёмкие области использования отсевов дробления различных горных пород. В асфальтобетонных смесях отсевы используются как мелкий заполнитель. Однако сфера применения песков из отсевов дробления может быть значительно расширена. Зарубежный и ограниченный отечественный опыт свидетельствуют о перспективности применения узких фракций песков, которые могут использоваться в разных соотношениях. Получаемые оптимальные составы бетонов и растворов позволяют значительно улучшить качество готовой продукции, повысить надёжность и долговечность конструкций и изделий. К сожалению, в настоящее время большинство заводов не в состоянии складировать, а затем дозировать при производстве бетонов и растворов несколько фракций песка, но будущее, несомненно, за фракционированными материалами.
Имеется ряд сравнительно новых перспективных направлений эффективного использования отсевов дробления. К ним относятся: производство сухих строительных смесей (ССС), керамических материалов, ячеистых бетонов, материалов для фильтров, абразивных материалов, а также наполнителей для полимерной, лакокрасочной и резинотехнической промышленности. Требования, предъявляемые потребителями, различны и только детальное знание свойств материала из отсевов позволит производителям осваивать новые рынки сбыта. Производство ССС растёт быстрыми темпами. Однако по экспертным оценкам института ЦНИИОМПТ, российский строительный рынок получает не более 25% требуемого объёма этой продукции. Одним из основных компонентов ССС является песок (кварцевый, полевошпатовый или из отсевов дробления). Как показал анализ требований потребителей, наиболее востребованными являются следующие фракции и их смеси: 0,63 – 1,25 мм; 0 – 0,63 мм; 0,315 – 0,63 мм; 0,16 – 0,63 мм. Затраты на песок, особенно в смесях без модифицирующих добавок, являются фактором, от которого зависит экономическая эффективность работы предприятия. Производители декоративно-отделочных ССС заинтересованы в получении фракционированных песков из различных видов горных пород. В настоящее время этот востребованный продукт производится в незначительном объёме.
Таким образом, в Ульяновской области существуют все предпосылки для организации производства сухих строительных смесей:
Исследование рынка спроса, которое показало дефицит ССС, особенно отечественного производства.
Исследование сырьевой базы (пески, натуральные красители).
Наличие отходов от дробления щебня на предприятии «Автодор», которые необходимо рационально использовать при производстве сухих строительных смесей.
Наличие поставщиков цемента, так как в области цемент выпускается ОАО «Ульяновскцемент» и ОГУП «Сенгилеевский цементный завод».
Важным направлением в развитии технологии формования является применение сухих смесей и проведение в этот период разогрева материала. Объемы применения сухих смесей как и технология их применения в России значительно отстают от ведущих стран мира (рис. 4.9). Отечественное производство и применение сухих смесей в строительстве только начинает развиваться, о чем свидетельствует низкий объем использования смесей на душу населения, не превышающий 4 кг/чел, что в 30-40 раз меньше, чем в передовых странах Западной Европы, таких, как Германия, Швеция, Финляндия и др.
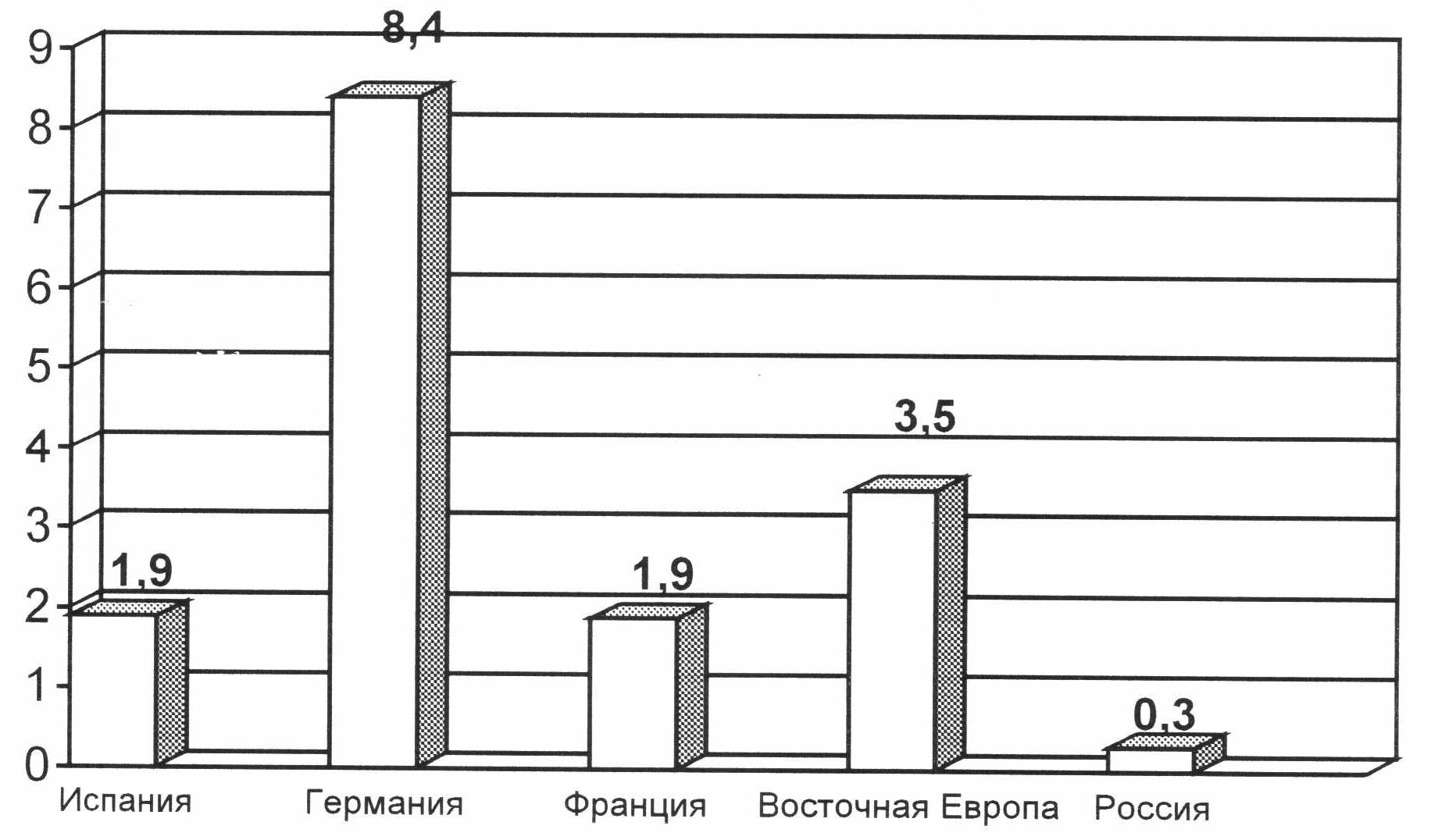
Рис. 4.9. Объем выпуска сухих смесей в странах Европы, России (млн. т)
В последние годы наблюдается тенденция к улучшению состояния этой отрасли. Разработаны и успешно эксплуатируются высокоавтоматизированные модульные заводы сухих смесей производительностью 10, 50 и 100 тыс. т в год.
Независимо от вида и производительности заводы сухих смесей автоматизированы и представляют собой комплекс, включающий приемку, хранение и переработку сырьевых компонентов, дозировку и перемешивание составляющих смеси, в том числе сухих универсальных добавок, а также упаковку смеси и отгрузку ее потребителю ( рис. 4.10—4.11 ).
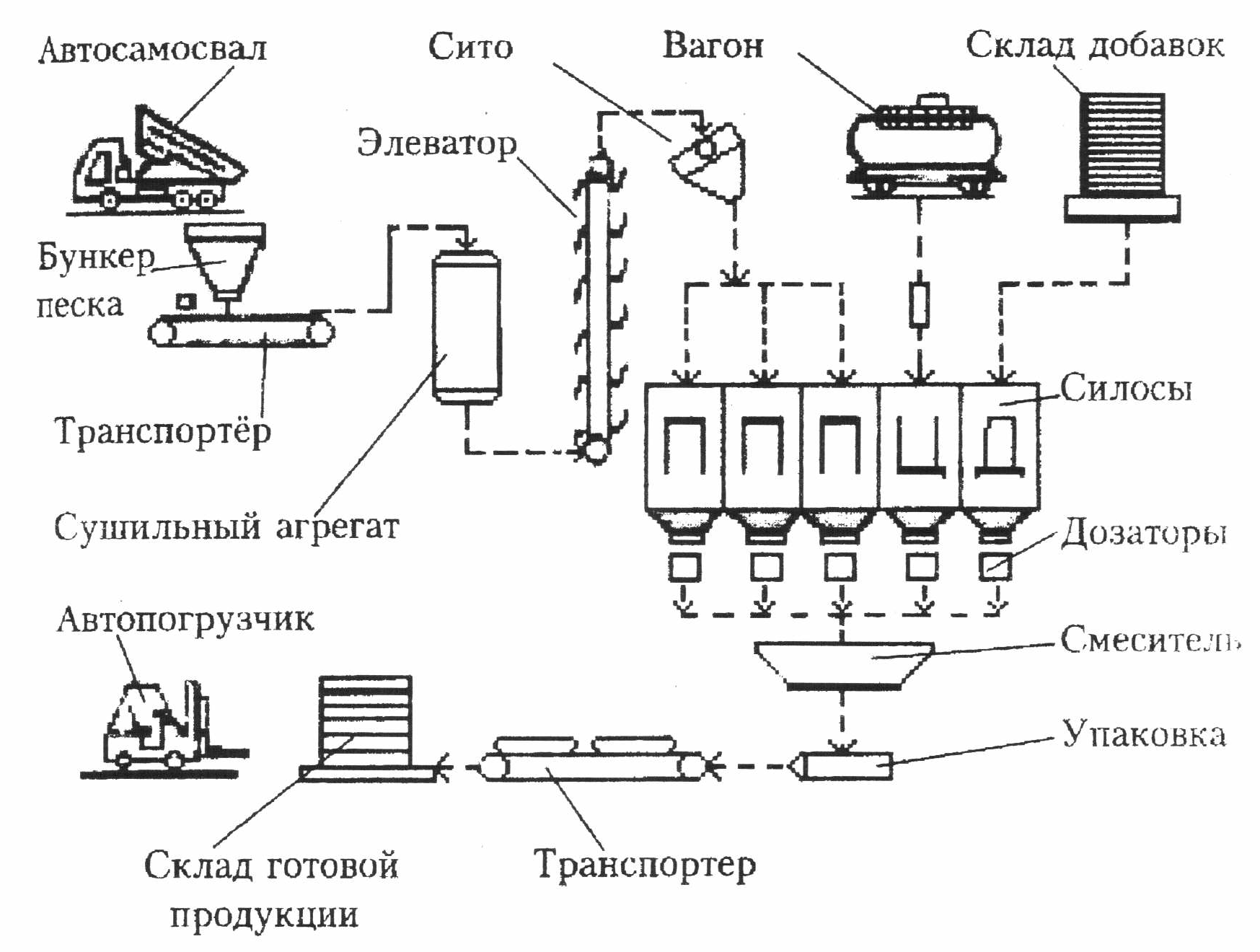
Рис.4.10. Технологическая схема производства цементно-песчаных сухих строительных смесей
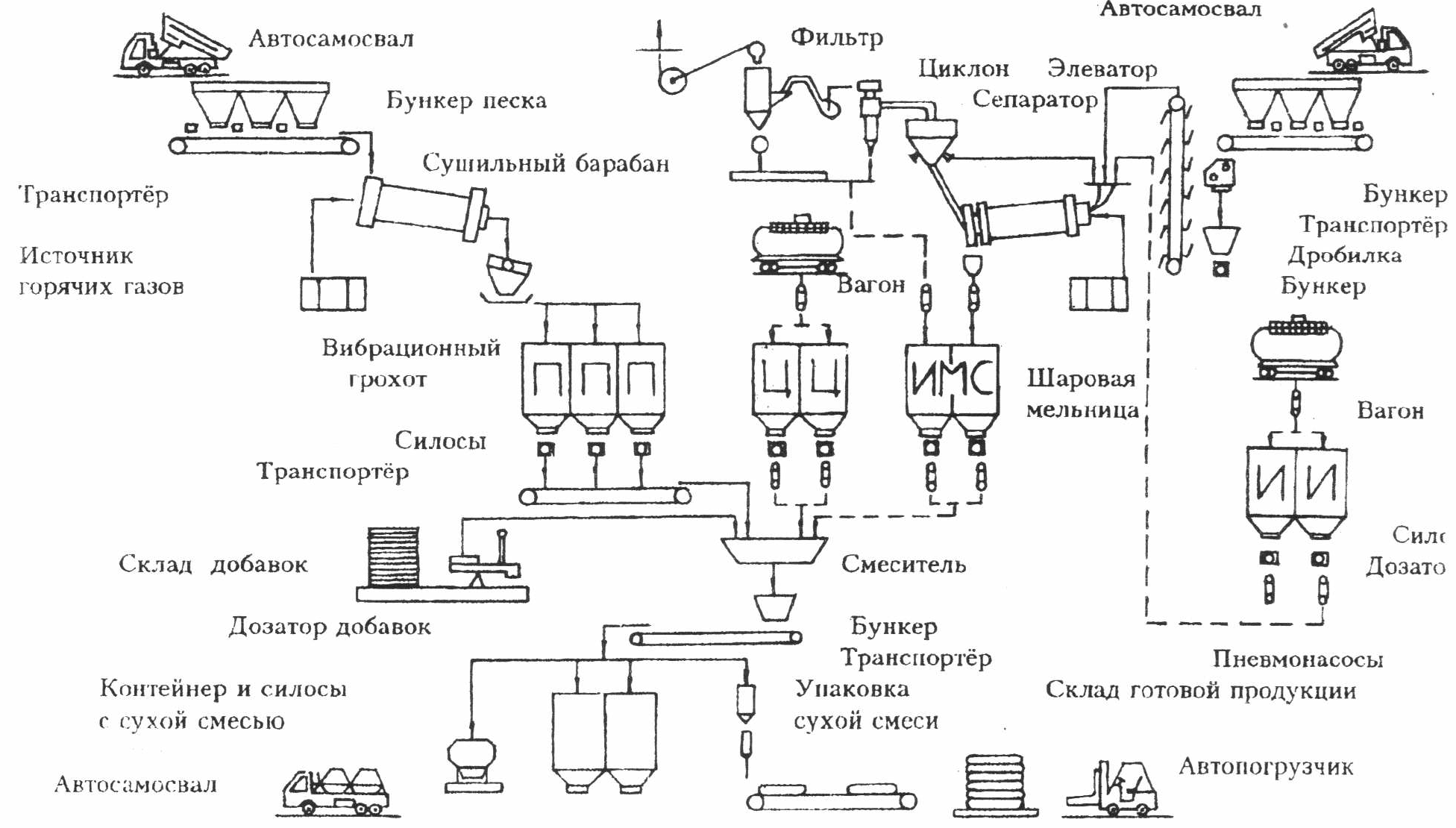
Рис.4.11.Технологическая схема производства сухих известково-цементно-минеральных смесей
На рис. 4.11 представлена технологическая схема получения сухих из-вестково-цементно-минеральных смесей, состоящая из модулей:
приема, подачи и хранения заполнителей;
сушки и фракционирования заполнителей;
помола известково-минеральных смесей;
дозирования и перемешивания составляющих.
Введение воды затворения на стадиях формования позволяет уменьшить его за счет исключения химического взаимодействия со связующим и водо-поглощения заполнителей.
Движение жидкости из водосодержащей смеси в пористый заполнитель и наоборот рассмотрены как ламинарные при равенстве действующих сил. С одной стороны, действуют силы, вызывающие движение жидкости под действием результирующего давления АР, умноженного на площадь сечения капилляров, которые условно приняты в форме круга радиуса г. С другой стороны, движению препятствуют силы, определяемые начальным сопротивлением сдвигу т0, умноженному на площадь боковой поверхности капилляра. Площадь капилляра при этом определяем как равную произведению окружности 2кг на длину Lcp, на которой сохраняется перепад, равный отношению объема водосодержащей смеси Vc к суммарной поверхности заполнителя F3
ΔРπ r2 =2πrLcpτo = 2π rVcτ/ F3. (4.12)
Определение радиуса каналов по приведенной ранее зависимости радиуса структурных ячеек (пор) в водосодержащей смеси rccp(t) создает возможность комплексного анализа водомиграционных процессов
rmax = 2Vcτo (Δ P1F3); rмин = 2Vcτo /[(ΔР1 + ΔРвн.дост )F3];
rсср(t) = [Во – Взап(t) – Вхим(t)]/Sc.уд.; (4.13)
Производя переход от радиуса структурных ячеек пор к коэффициенту пористости, получаем уравнение для отношения радиуса в конкретный момент времени к его максимальным значениям
![]() ,
(4.14)
,
(4.14)
где ξr - коэффициент пористости,
ξ = Vnop/Vc = ρс [(Вад.c/ ρж С)+Vя/С];
Vnop - пористость смеси, м3; Vnop = (Вад.с/ ρж)+Vя;
Vc - объем связующего в водосодержащей смеси, м3;
ρс - средняя плотность связующего, кг/м3;
С - расход связующего, кг;
ρж - плотность адсорбированной воды, кг/м3;
Сп - предельный коэффициент пористости.
Изменения коэффициента пористости оцениваются нами коэффициен-
т![]() ом
пористости по зависимостям:
ом
пористости по зависимостям:
(4.15)
и![]() ли
ли
(4.16)
Внешние воздействия, приводящие к изменению перепада давлений между заполнителями и связующим, оказывают влияние на коэффициент по¬ристости (табл.4.9).
Таблица 4.9
Влияние внешнего давления и направленного применения водопоглощения заполнителей на изменение коэффициента пористости
труктура связующего |
Давле- |
|
Коэффициент пористости |
||
ние, |
Связующего |
Связующего в бетоне |
|||
МПа |
Теория |
Экспер. |
Теория |
Экспер. |
|
|
ОД |
0.37 |
0,39 |
0,37 |
0,36 |
Компактная |
0,3 |
0,32 |
0,31 |
0,28 |
0,27 |
|
0,5 |
0,30 |
0,29 |
0,21 |
0,20 |
|
0.6 |
0,30 |
0,29 |
0,21 |
0,21 |
|
0,1 |
0,41 |
0.40 |
0,41 |
0,40 |
Групповая замкну- |
0,3 |
0,39 |
0,37 |
0,33 |
0,34 |
тая |
0,5 |
0,36 |
0,35 |
0,25 |
0,26 |
|
0,6 |
0,34 |
0,34 |
0,23 |
0,21 |
|
0,1 |
0,50 |
0,50 |
0,50 |
0.49 |
Групповая разомк- |
0,3 |
0,45 |
0,46 |
0,38 |
0,40 |
нутая |
0,5 |
0,42 |
0,41 |
0,27 |
0,30 |
|
0.6 |
0,41 |
0,40 |
0,25 |
0,27 |
Среди способов введения жидкой фазы в сухие предварительно отформованные материалы наиболее распространенным является использование пара. Подача воды затворения в виде пара через нижнее перфорированное днище эффективна за счет его повышенной проникающей способности по сравнению с водой, а также тем, что при этом одновременно происходит разогрев материала. При этом требуемый перепад давлений при введении жидкости определен исходя из толщины водонасыщаемого материала L, площади, через которую оно осуществляется S, необходимого количества воды затворения Q, коэффициентов фильтрации кф, толщины изделия В.
ΔPвн=-QL(1-β)/(kф,s)
(4.17)
Новый способ формования разработан для материалов с пористыми заполнителями. Сухая смесь насыщается паром, подаваемым снизу через перфорированное днище под давлением с температурой 150 - 200 °С и изменяющейся скоростью от 0,5-1,0 до 15-20 м/с до достижения влажности 20-25%. Необходимо отметить также, что при уплотнении материала используется пригруз с давлением, величина которого соответствует давлению пара. Известный способ, разработанный для материалов с плотными заполнителями, предусматривал водонасыщение при других параметрах до влажности 16-18%. Водонасыщение до 20-25% материалов с пористыми заполнителями позволяет повышать их прочность на 15-20%. Необходимость увеличения количества воды затворения объясняется частичным ее водопоглощением заполнителями. Требуемая удобоукладываемость обеспечивается в связи с этим повышенным начальным водосодержанием материала.
К недостаткам данного способа следует отнести то, что насыщение материала паром не обеспечивает температуры его нагрева выше 50-60 °С. Кроме того, при постоянной подаче влаги в материал с одной из сторон изделия создается неоднородность влажности, которая, естественно, приводит к неоднородности свойств. Достижение большей температуры нагрева материала до завершения процесса формования изделий из сухих смесей возможно путем предварительного нагрева всего материала или его части. Повышения однородности водонасыщения уложенных сухих компонентов при формовании материала можно добиться предварительным введением воды затворения в пористые компоненты.
Для осуществления данных логических предпосылок нами проводились исследования, результатом которых явился разработанный способ изготовления изделий [15]. В соответствии с этим способом, осуществляются предварительные разогрев сухой растворной смеси и водонасыщение пористых заполнителей. Заполнитель перед формованием изделий водонасыщается в отдельной емкости посредством вакуумирования при вакууме 0,01-0,02 МПа и насыщения водой под давлением 0,3-0,4 МПа. Цементно-песчаную смесь нагревают до 180-240 °С с тем расчетом, чтобы смесь после формования имела температуру 85-90 °С.
Способ осуществляется следующим образом. Водонасыщенный заполнитель ровным слоем укладывают в форму, сверху по нему делают ровный слой сухой растворной смеси, нагретой до 180-240 °С и осуществляют виброперемешивание в течение 2 минут. В этот период температура в объеме бетона существенно выравнивается и средняя температура составляет 85-90 °С. При этом, вследствие нагрева гранул, расширяющаяся вода из них выходит в цементно-песчаную смесь. Для интенсификации выхода воды возможна герметизация формы и создание в массиве материала давления в 0,01-0,02 МПа. Данного эффекта можно добиться и установкой на поверхность формуемого
изделия плоского вакуум-щита, что конструктивно значительно проще. Разогрев компонентов до столь высокой температуры - 85-90 °С, учитывая, что часть их и, в первую очередь вода, особенно в верхней части изделия, будут иметь температуру выше, приводит к удалению определенной ее части. Кроме того, из-за ограниченных возможностей в водонасыщении заполнителей не удается их насыщение требуемым количеством воды. При этом нами рекомендуется возврат к предварительно изложенному способу и доведение влажности материала в период формования до 20-25% за счет подачи пара через нижнее перфорированное днище.
Выход воды затворения из пористых заполнителей в сухую растворную смесь целесообразно ускорять и увеличивать. Для этого следует вводить в жидкую фазу, используемую для водонасыщения заполнителей вещества, разлагающиеся под действием, например, температуры, с образованием газов. В развитие вышеотмеченных положений и на основании проведенных исследований был разработан способ, сущность которого изложена ниже [15]. В качестве вещества, разлагающегося под действием температуры, предлагается использовать 1-1,5%-й водный раствор гидропирита, разложение которого начинается после нагрева заполнителя до 70-80 °С. Выход жидкости и газов происходит в течение 5-10 минут и завершается после нагрева гранул заполнителя до 80-85 °С. При этом средняя температура смеси с учетом того, что цементно-песчаный компонент имеет несколько высшую температуру, будет оптимальной - 85-90 °С.
Необходимо отметить, что выход вместе с водой затворения в раствор газов может оказать отрицательное действие в случае продолжения данного процесса после уплотнения материала. В связи с этим технологические режимы нагрева компонентов, выхода газа с водой затворения из заполнителей и уплотнения материала должны быть взаимноувязаны.
В случае ограниченного водонасыщения заполнителей и, следовательно, недостаточного выхода воды из них для обеспечения заданной удобоуклады-ваемости, необходимо использовать изложенный ранее технологический прием. При этом следует подавать пар через нижнее перфорированное днище до доведения влажности материала в период формования до 20-25 %.
К положительным сторонам данного способа следует отнести снижение начальной влажности материала и, следовательно, ее испарения в процессе формования за счет определенного увеличения интенсивности и величины выхода в заданном интервале жидкости под действием разлагающегося гидропирита. В качестве недостатков необходимо отметить усложнение технологии, связанное с дозированием гидропирита, получением раствора и требуемым контролем завершения выхода газов до окончания формования.
Два последних способа можно отнести не только к технологии применения сухих смесей, но и к технологии раздельного бетонирования, так как в
соответствии с ними сухую цементно-песчаную смесь следует подавать на предварительно уложенный объем заполнителей, а затем с помощью вибрации производить заполнение ею пустот в объеме заполнителей.
Всем трем вышеотмеченным способам присущ один недостаток - в растворной смеси трудно обеспечить равномерное водораспределение, так как введение в нее воды затворения осуществляется на стадии формования. В первом способе вода в виде пара движется с одной из сторон изделия и распределение ее по зонам, как уже отмечалось, различно. В двух последних способах отдельные микрообъемы смеси, водонасыщаемой заполнителями, растворной составляющей, перемещаясь в межзерновых пустотах крупного заполнителя, имеют для этого различные условия.
Анализ возможных путей устранения данного и других недостатков, присущих вышеотмеченным способам, привел автора к направлению, в соответствии с которым в форме производится смешивание разогретого предварительно уложенного крупного заполнителя и приготовленной водонасы-щенной растворной смеси. При данном подходе устраняются трудности обеспечения заданной удобоукладываемости, равномерного водораспределе-ния в связующем. Кроме того, при таком подходе ускоряется процесс формования и разогрева, так как основной объем, занимаемый крупными пористыми заполнителями является не потребителем, а источником теплообмена. При технологических трудностях предварительного разогрева форм, используя данное направление, можно осуществить поднятие их температуры за счет повышения температуры предварительно укладываемого заполнителя.
Экспериментальные исследования позволили разработать способ, в соответствии с которым температура разогрева заполнителей принимается из диапазона 160-200 °С, а для обеспечения влажности материала в период формования 20-25% водосвязующее отношение выбирается из диапазона 0,6-0,8.
Температура связующего в процессе виброперемешивания растет, а заполнителя снижается и к моменту достижения критической удобоукладываемости температура материала составлять 90-95 °С, что практически недостижимо при любой технологии, при которой перед формованием смесь перемешивается. Сокращение продолжительности процесса формования позволяет за счет снижения начального водосодержания материала уменьшать паро-вы деление.
Вокруг гранул заполнителей в процессе уплотнения образуются обмазки, толщина которых с увеличением их размера, снижением насыпной плотности, уменьшением округлости и ростом шероховатости повышается от 0,1-0,2 до 1,4-1,5 мм. Улучшение формуемости может быть связано с увеличением толщины обмазки связующего теста вокруг зерен первой, самой крупной фракции, за счет увеличения межзерновой пустотности заполнителя.
Толщину пленок связующего вокруг зерен первой фракции можно изменять, как известно, пут,ем увеличения объема связующего в бетонной смеси при уменьшении содержания только самой крупной фракции или крупной и мелкой пропорционально. Регулирование содержанием связующего, количеством заполнителей различных фракций позволяет управлять как удобоукладываемостью смесей, так и свойствами материала.