

14. Определение износа и стойкости изготавливаемого инструмента
Затупленные инструменты режут гораздо тяжелее(значительно возрастают силы резания), они не обеспечивают хорошей чистоты поверхности и точных размеров детали; при чрезмерном затуплении работу продолжать невозможно, так как это вызовет поломкуинструмента или станка.
При нормальных условиях эксплуатации инструменты теряют работоспособность вследствие износа, вызываемого истиранием их рабочих поверхностей. Такой износ наблюдается на всех инструментах, независимо от их вида и назначения.
Для инструментов, изготовленных из быстрорежущей стали, можно говорить о двух основных причинах износа. Во-первых, при соприкосновении обрабатываемого металла и рабочих поверхностей инструмента, которое протекает при больших давлениях и высоких температурах, на отдельных участкахконтакта возникают значительные силы молекулярногосцепления и происходит слипание или схватывание. Этисилы могут превосходить силы внутреннего сцепленияв инструментальном материале, и тогда частицы последнего отрываются от поверхности инструмента и уносятсястружкой или деталью. Во-вторых, в обрабатываемомметалле обычно имеются очень твердые структурныесоставляющие (цементит, карбиды легирующих элементов), которые в состоянии царапать материал инструмента, срезая с его поверхности мельчайшие частицы,подобно абразиву.
Таким образом, инструменты из быстрорежущейстали изнашиваются в результате молекулярного сцепления (схватывания) материала инструмента и обрабатываемого металла и в результате абразивного действия твердых частиц, имеющихся в структуре последнего.
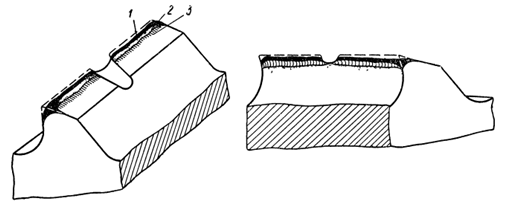
Рисунок 14. 1 - Износ граней протяжек
Износпротяжек в процессе ихработыхарактеризуетсяокруглениемрежущих лезвий и истиранием металла в основном со сторонызадних граней зубцов. Интенсивность нарастания и конечная величина износа у протяжек, работающих по обыкновенной схеме,меньше на сплошных участках режущих кромок и больше на участках переходных к стружкоделительным канавкам и особеннок вспомогательным лезвиям.
Истирание задних граней, примыкающих к гладким участкамрежущих кромок, начинается с появления мелких царапин, которые,располагаясь близко одна к другой, образуют матовую полоску.По мере работы протяжки царапины увеличиваются в размерахи сливаются в одну общую поверхность. Граница этойповерхности или зоны износа в основном параллельна режущейкромке. Ширина ее в начале работы протяжки возрастает быстро,а затем относительно медленно.
Одновременно с истиранием задней грани происходит округление режущей кромки, что проявляется в возникновении узкой блестящей ленточки 1. Эта ленточка, имея более или менее равномерную ширину, местами выходит за свои основные границы и вдается в зону истирания 2 в виде сужающихся участков «потеков».
Ширина округленной частилезвия со стороны задней гранитакже растет неравномерно: вначале быстро, а затем замедленно.
Вследствие истирания задней грани и округления лезвия режущая кромка постепенно отпадает от своего исходного положения и опускается по передней грани. Это перемещение при одинаковой величине износа будет меньше у протяжек с малыми задними углами.
Калибрующие зубцы протяжек, как правило, изнашиваются значительно медленнее режущих. В процессе работы на них появляется слабое округление режущих кромок и возникает небольшое налипание протягиваемого металла на задние грани. На первом калибрующем зубце бывает заметно истирание задней грани в тех местах лезвий, которые срезают выступы, остающиеся после стружкоделительных канавок.
Износ режущих элементов протяжек снижает чистоту образуемых ими поверхностей. Поэтому критерием затупления протяжек обычно принимается такая величина износа, при которой чистота обработки не удовлетворяет требованиям.
Стойкостные зависимости при протягивании обычно базировались на данных, характеризующих износ задних граней зубьевпротяжек. Однако разные исследователи при использовании этоговида износа приходили к противоположным результатам Так была принята зависимость
Пoмере увеличения толщины среза и скорости резания температура режущих кромок протяжки возрастает. Поэтому стойкость протяжек уменьшается с увеличением скорости резания и толщины среза.