

9. Выбор и описание конструкции измерительного инструмента
В данном техпроцессе в качестве измерительных инструментов используются такие как:
- штангенциркуль ШЦЦ-1-300-0.01 ГОСТ 166-89 (рис 9.1);
-образцы шероховатости;
- угломер 1-2 ГОСТ 5378-88 (рис 9.2).
Для измерения линейных размеров использован штангенциркуль ШЦЦ-1-300-0.01 ГОСТ 166-89. Диапазон измерения штангенциркуля от 0 до 300 мм. Погрешность 0.01 мм. Процесс измерения состоит в следующем: измеряемый линейный размер помещают между скобами штангенциркуля, после чего скобы сводятся. Измеренное значение отображается на электронном циферблате.
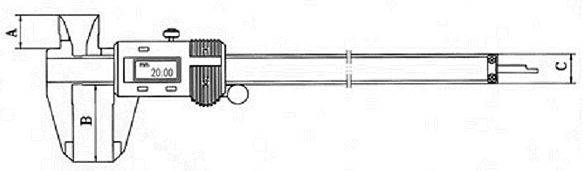
Рисунок 9. 1 - Штангенциркуль ШЦЦ-1-300-0.01 ГОСТ 166-89
Для измерения углов на протяжке используем угломер с нониусом 1-2 ГОСТ 5378-88 (рис 9.2).
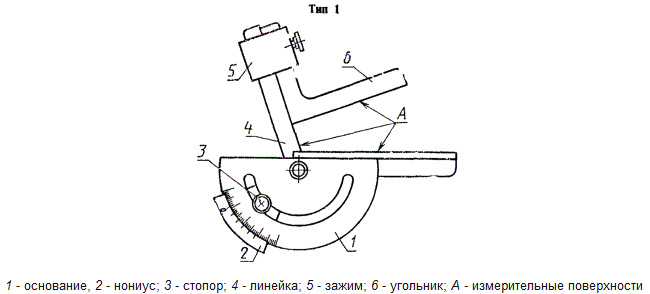
Рисунок 9. 2- угломер 1-2 ГОСТ 5378-88
10. Расчёт режимов резания
Исходные данные:
Рассчитаем режимы резания для операции № 075 (шлифовальная).
Материал – сталь 40Х,
Станок, на котором будет производиться обработка - G7 Horizontal Machining 5 Axis.
Устанавливается заготовка в центра с поводком.
Обрабатывается заготовка при помощи шлифовальных профилированных кругов.
Расчёт ведём по литературе [5].
Скорость вращения заготовки и подачу
назначаем по таблице 5.3 [5] –
 .
.
Скорость круга определяем по формуле
 ,
,
где Dк – диаметр круга, мм;
nк – частота вращения шлифовального шпинделя, об/мин.
Частота вращения заготовки
 определяем по формуле
определяем по формуле
 ,
,
где dз – диаметр заготовки, мм;
nз – частота вращения заготовки, об/мин.
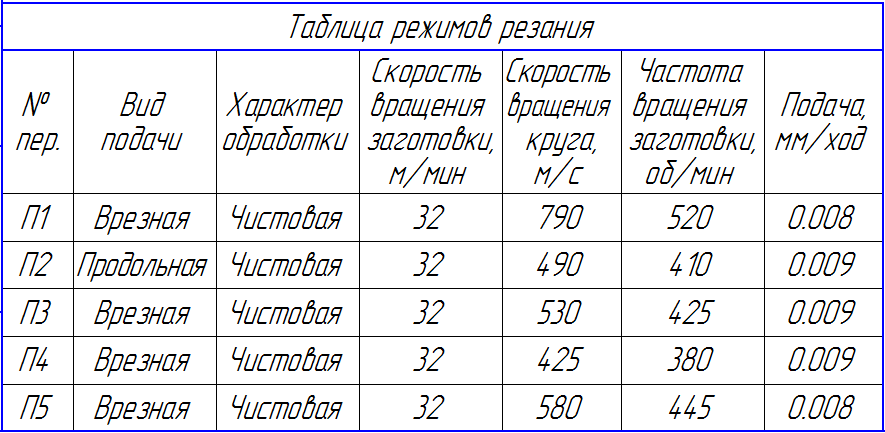
Полученные значения заносим в табл.10.1.
Таблица 10. 1 - Режимы резания
11. Описание конструкции тисков гидравлических
Гидравлические тиски в данном техпроцессе предназначены для закрепления заготовке при отрезке их на ленточно-отрезном станке модели 8544 на заготовительной операции.
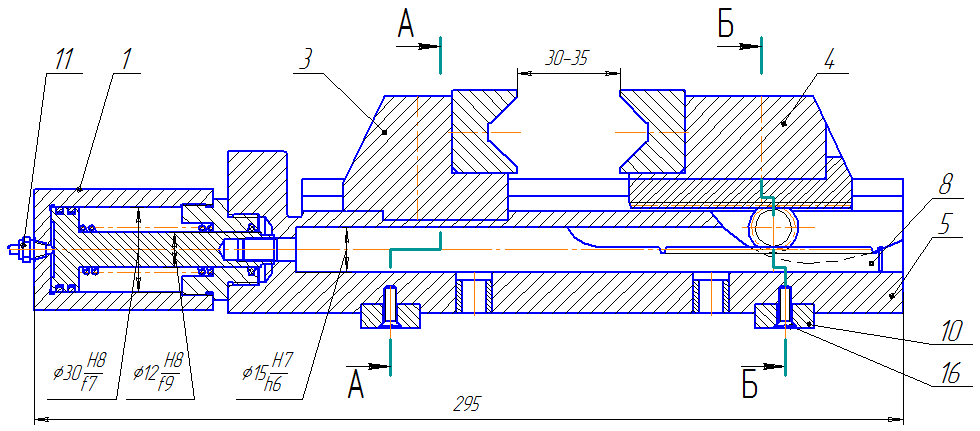
Рисунок 11. 1 – Тиски гидравлические
12. Расчёт технической нормы времени
Технические нормы времени в условиях массового и серийного производств устанавливаются расчетно-аналитическим методом.
Рассчитаем норму штучно-калькуляционного времени для токарной операции с ЧПУ (030).
Так как в данном случае производство единичное будем определять норму штучно-калькуляционного времени Тш-к, которое определяется по формуле:
 Тш-к.
= Тшт + Тп.з./n,
Тш-к.
= Тшт + Тп.з./n,
где Тп.з. – подготовительно-заключительное время рассчитывается по формуле:
Тп.з. = Тп.з1+ Тп.з2+ Тп.з3,
где Тп.з1 – время на получение наряда, чертежа, технологической
документации на рабочем месте в начале работы и на сдачу в конце
смены, Тп.з1 =12 мин [6, cтр. 4];
Тп.з2 – время на дополнительные приёмы, не включённые в комплекс Тп.з1,
Тп.з2 = 2,3 мин [6, cтр. 9];
Тп.з3 – время пробной обработки деталей на токарных станках с ЧПУ,
Тп.з3 = 0 мин;
Тп.з. = 12+2,3+0=14,3 мин.
n – размер партии, шт. рассчитывается по формуле:
n=P’./Sn,
где P’ – годовой выпуск деталей, 1000 шт.;
Sn – число запусков в год, Sn = 12 – для единичного производства;
n=1000/12 = 83,33 шт.
Тшт – норма штучного времени, мин, которое рассчитывается по формуле:
Тшт = То + Тв + Тобс + Тп,
где То – основное время на обработку, 0,90 мин;
Тобс – время обслуживания, мин. Время на техническое обслуживание рабочего места составляет 4,5% от оперативного времени, которое рассчитывается по формуле:
Топ= То + Тв.у + Тм.в,
где То – основное время на обработку, 0,90 мин;
Тв.у – время на установку и снятие заготовки, Тв.у = 0,2 мин;
Тм.в – вспомогательное время, связанное с выполнением вспомогательных переходов и перемещений при обработке, Тм.в = 0,19 мин;
Топ= 0,90 + 0,2+ 0,19 = 1,29 мин;
Тобс = 0,045*1,29 = 0,06 мин;
Тп – время на личные потребности. Оно составляет 10% от оперативного времени:
Тп = 0,1* Топ. = 0,1*1,29 = 0,13 мин.
Тв – вспомогательное время, мин, рассчитывается по формуле:
Тв = Тв.у. + Тм.в.,
где Тв.у – время на установку и снятие заготовки, Тв.у = 0,2 мин;
Тм.в – вспомогательное время, связанное с выполнением
вспомогательных переходов и перемещений при обработке, Тм.в = 0,19 мин.
Тв = 0,2 + 0,19 = 0,39.
Тогда, исходя из вышеуказанных вычислений, определим штучное время:
Тшт = 0,90 + 0,39 + 0,06 + 0,13 = 1,48 мин;
Тш-к. = 1.48+ 14,3/33,33 = 1,91.
Рассчитаем норму штучно-калькуляционного времени для токарной операции (030).
Так как в данном случае производство единичное будем определять норму штучно-калькуляционного времени Тш-к, которое определяется по формуле:
Тш-к. = Тшт + Тп.з./n,
где Тп.з. – подготовительно-заключительное время, Тп.з. = 15
n – размер партии, шт, рассчитывается по формуле:
n=P’./Sn,
где P’ – годовой выпуск деталей, 1000 шт.;
Sn – число запусков в год, Sn = 12 – для единичного производства;
n=1000./12 = 83,33 шт.
Тшт – норма штучного времени, мин, которое рассчитывается по формуле:
Тшт = То + Тв + Тобс + Тп,
где То – основное время на обработку, 0,04 мин;
Тобс – время обслуживания, мин. Время на техническое обслуживание рабочего места составляет 4,5% от оперативного времени, которое рассчитывается по формуле:
Топ= То + Тв.у,
где То – основное время на обработку, 0,04 мин;
Тв.у – время на установку и снятие заготовки, Тв.у = 0,2 мин;
Топ= 0,04 + 0,2=0,24
Тобс = 0,045*0,24 = 0,01 мин;
Тп – время на личные потребности. Оно составляет 10% от оперативного времени:
Тп = 0,1* Топ. = 0,1*0,24 = 0,02 мин.
Тв – вспомогательное время, мин, рассчитывается по формуле:
Тв = Тв.у.
где Тв.у – время на установку и снятие заготовки, Тв.у = 0,2 мин;
Тв = 0,2 .
Тогда, исходя из вышеуказанных вычислений, определим штучное время:
Тшт = 0,04 + 0,2 + 0,01 + 0,02 = 0,27 мин;
Тш-к. = 0,27+ 15/33,33 = 0,72.
Остальные нормы штучно-калькуляционного времени сводим в таблицу 12.1.
Таблица 12. 1 - Нормы штучно-калькуляционного времени
№ оп. |
Наименов. операции |
То
|
Тв |
Топ |
Тобс |
Тп |
Тшт |
Тпз |
P’
|
n |
Тш-к |
030 |
Токарная |
0,04 |
0,2 |
0.24 |
0.01 |
0.02 |
0.27 |
15 |
400 |
33,33 |
0.72 |
025 |
Фрез-цент. |
0,18 |
0,25 |
0.43 |
0.02 |
0.04 |
0.49 |
14 |
0.91 |
||
020 |
Токарная |
0.88 |
0,39 |
1.27 |
0.06 |
0.13 |
1.45 |
14,3 |
1.88 |
||
025 |
Токарная |
0.90 |
0,39 |
1.29 |
0.06 |
0.13 |
1.48 |
14,3 |
1.91 |
||
030 |
Токарная |
1.25 |
0,39 |
1.64 |
0.07 |
0.16 |
1.88 |
14,3 |
2.31 |
||
035 |
Токарная |
0.88 |
0,39 |
1.27 |
0.06 |
0.13 |
1.45 |
14,3 |
1.88 |
||
040 |
Резьбофрез |
0.50 |
0,39 |
0.89 |
0.04 |
0.09 |
1.02 |
14,3 |
1.45 |
||
055 |
Шлифов. |
8.70 |
0,35 |
9.05 |
0.41 |
0.91 |
10.36 |
10 |
10.66 |
||
050 |
Фрезерн. |
5,42 |
0,35 |
5,57 |
0.26 |
0,58 |
6.61 |
10 |
6.91 |
||
070 |
Центрошл. |
1,24 |
0,35 |
1,59 |
0.07 |
0,16 |
1.82 |
10 |
2.12 |
||
075 |
Круглошл |
0,29 |
0,35 |
0,64 |
0.03 |
0,06 |
0.73 |
10 |
1.03 |
||
|
Итого |
44,62 |
5.91 |
50,53 |
2.27 |
5,05 |
57.86 |
215,2 |
400 |
33.33 |
64.31 |