

3. Обоснование выбора заготовки
Снижение трудоемкости последующих операций механической обработки заготовок достигается рациональным выбором способа их изготовления, обеспечивает рост производства на тех же производственных площадях без существенного увеличения оборудования и технологической оснастки.
Одним из основных направлений развития технологии механической обработки является использование заготовок с экономичными конструктивными формами, обеспечивающими возможность применения наиболее рациональных и экономичных способов их обработки на металлорежущих станках, т.е. обработки с наибольшей производительностью и наименьшими отходами металла в стружку.
Рассматриваемая в техпроцессе деталь имеет форму тела вращения, поэтому в качестве заготовки целесообразно использовать круглый прокат. Основной дефект сортового проката – это искривление оси прутка или заготовки в результате неравномерности их остывания после изготовления или дефект процесса изготовления (механической обработки) и транспортировки. Чтобы устранить этот дефект применяют правку в горячем или холодном состояниях.
Заготовку для данной детали получаем в результате отрезки проката на ленточно-отрезном станке модели 8544. В целях улучшения качества получаемой заготовки и уменьшения стоимости её обработки предлагается использовать для производства круглый горячекатаный прокат повышенной точности по ГОСТ 2590-71 диаметром 30 мм.
Массу заготовки определим исходя из коэффициента использования материала:
 ,
,
где q - масса детали, кг.;
Q – масса заготовки, кг.
Тогда:
 ;
;
 .
.
Стоимость заготовки определим по формуле:
 ,
,
где Q – масса заготовки, кг; S – цена 1 кг. материала заготовки, руб; S= 1600руб.;
 - цена 1 кг отходов, руб.;
=
125 руб.; q - масса детали.
- цена 1 кг отходов, руб.;
=
125 руб.; q - масса детали.

По ГОСТ 19265-73 определим балл карбидной неоднородности для диаметра заготовки 30 мм. Балл карбидной неоднородности равен 3. Делаем вывод, что ковка не требуется.
4. Выбор варианта технологического маршрута и его технико-экономическое обоснование
При составлении технологического маршрута руководствуются следующими основными правилами:
Каждая последующая операция должна уменьшать погрешности и улучшать качество обработки.
В первую очередь следует обрабатывать поверхность, которая будет служить технологической базой для последующих операций.
В целях своевременного выявления брака по раковинам и другим дефектам необходимо предусматривать первоначальную обработку поверхностей, на которых не допускаются дефекты. Так как на них обычно снимают наибольшие слои металла, то тем самым достигается и перераспределение внутренних напряжений заготовки, и она коробится более интенсивно.
Черновую и чистовую обработки заготовок со значительными припусками необходимо выделять в отдельные операции.
Отделочные операции производить в самом конце технологического процесса, так как при этом уменьшается опасность повреждения чисто обработанных поверхностей.
При окончательной обработке точных поверхностей не включать переходы, нуждающиеся в поворотах резцедержателя (головки), так как это снижает вероятность погрешности режущего инструмента по лимбу.
Обработку поверхностей с точным взаимным расположением следует по возможности объединять в одну операцию и выполнять за одно закрепление заготовки.
Обработку ступенчатых поверхностей выполнять в такой последовательности, при которой общая длина рабочих движений режущего инструмента будет наименьшей.
Переходы в операции располагать так, чтобы путь менее стойких инструментов был наименьшим. Например, при обработке деталей из прутка с отверстием перед отрезкой выполнять сверление; обработку ступенчатых отверстий в сплошной заготовке начинать сверлом большего диаметра, затем меньшего.
При обработке отверстий следует избегать объединения в одной операции таких переходов, как сверление и растачивание отверстий.
Последовательность обработки должна обеспечивать требуемое качество выполнения детали. Например, при обработке тонкостенной втулки в кулачковом патроне вначале необходимо расточить отверстие, а затем обточить наружную поверхность на оправке; фаски протачивать перед окончательной обработкой точных поверхностей; на участках детали, где наносится рифление, фаски и канавки протачивать после рифления.
Число применяемых в операции резцов не должно превышать числа одновременно закрепляемых в резцедержателе.
При определении последовательности выполнения черновых и чистовых операций следует учитывать, что совмещение их на одних и тех же станках приводит к снижению точности обработки вследствие повышенного изнашивания станка на черновых операциях.
В первую очередь следует обрабатывать поверхности, при удалении припуска с которых в наименьшей степени снижается стойкость заготовки. Например, при обработке ступенчатых валов вначале обрабатывают ступени большего диаметра, а затем меньшего.
Если деталь подвергают термической обработке, то механическую разделяют на две части: до термической обработки и после нее.
Технический контроль назначаю после тех этапов обработки, где вероятно повышенное количество брака, перед сложными и дорогостоящими операциями, после законченного цикла, а также в конце обработки детали.
Проведем сравнение нескольких операций обработки:
- Заготовительная операция.
При отрезке на ленточно – отрезном станке время обработки составляет 1,09 мин.
При отрезке на абразивно – отрезном станке время обработки составляет 1,47 мин.
- Фрезерно – центровальная.
При фрезеровании торцов и центровании с двух сторон используестя станок 2Г942. Время обработки составляет 0,18 мин. А при подрезке торцов на станке модели 16К20 и центровании с двух сторон обработки составляет 0,92 мин.
Таким образом, для обработки винтовой протяжки выбираем те варианты обработки, где время на обработку наименьшее.
Выбранный вариант маршрутной технологии изготовления круглой протяжки сводим в таблицы.
Выбор варианта и оптимизации технологического маршрута

Рисунок 4. 1 - Операция 005

Рисунок 4. 2 - Операция 010

Рисунок 4. 3 - Операция 015

Рисунок 4. 4 - Операция 020
 Рисунок
4. 5 - Операция 025
Рисунок
4. 5 - Операция 025
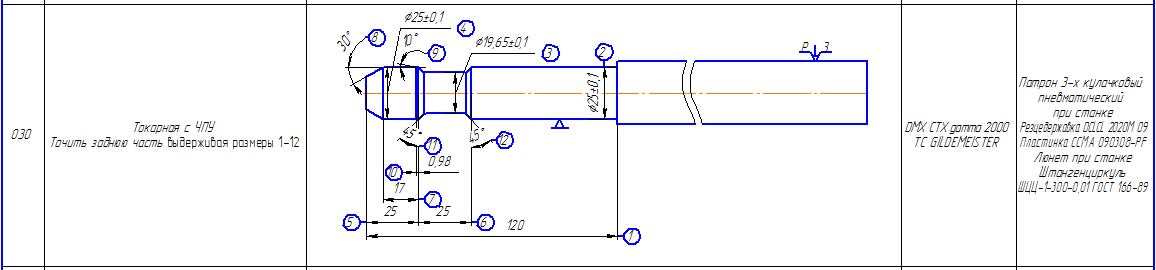
Рисунок 4. 6 - Операция 030
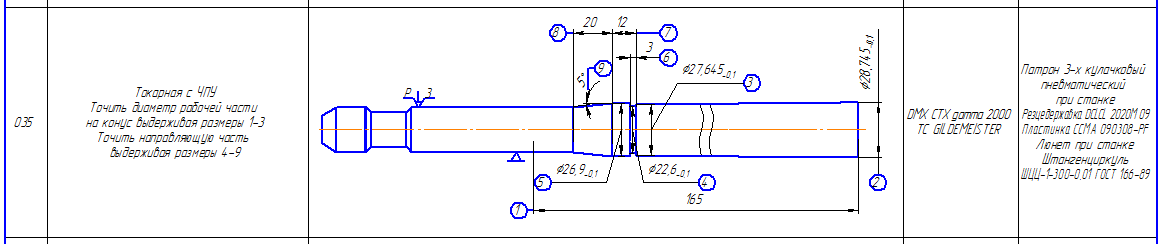
Рисунок 4. 7 - Операция 035

Рисунок 4. 8 - Операция 040

Таблица 4. 9 - Операция 045

Рисунок 4. 10- Операция 050

Рисунок 4. 11 - Операция 055
![]()
Рисунок 4. 12 - Операция 060
![]()
Рисунок 4. 53 - Операция 065

Рисунок 4. 64 - Операция 070
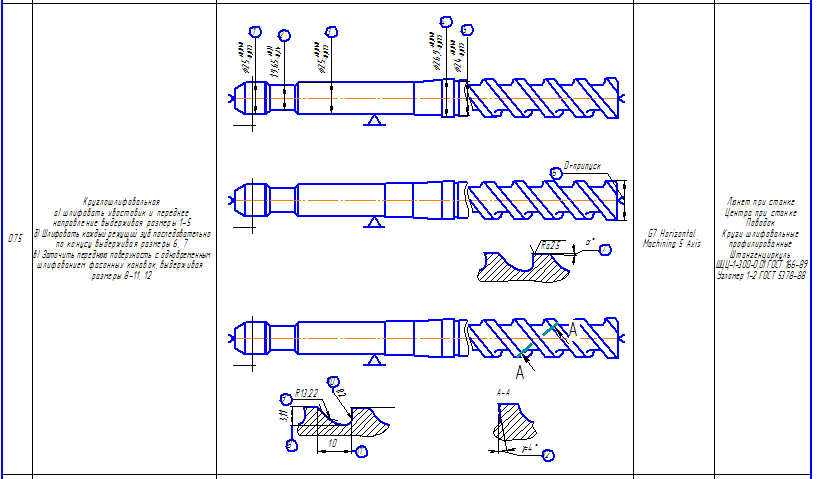
Рисунок 4. 75 - Операция 075

Рисунок 4. 86 - Операция 080
![]()
Рисунок 4. 97 - Операция 085

Рисунок 4. 108 - Операция 090