

15. Организация инструментального хозяйства
В состав инструментального хозяйства цеха входят инструментально-раздаточные кладовые, предназначенные для хранения инструмента и снабжения им рабочих мест. В снабжении участка всеми видами инструмента принят следующий порядок, предусматривающий доставку инструмента на производственные участки и возврат его. Выдачу в эксплуатацию только того инструмента, который предусмотрен для данной операции технологического процесса технической документацией.
Организация заточки и замены инструмента
Организация заточки режущего инструмента осуществляется в мастерской централизованной заточки. Весь инструмент перед отправкой в заточку сортируется по видам инструмента и по степени его износа. Сортировку и отправку инструмента в заточку осуществляют раздатчики инструментально-раздаточной кладовой. Рабочий или мастер предоставляют работникам инструментально-раздаточной кладовой затупившийся или пришедший в негодность инструмент, и после его осмотра работниками инструментально-раздаточной кладовой и осуществления соответствующей записи в журнале, получают новый.
Описание заточки протяжки
Заточка протяжек – один из важнейших этапов в их эксплуатации. Своевременная и доброкачественная заточка протяжки определяет её стойкость и качество обработки изделий. Поэтому протяжчик должен уметь определять качество заготовки на глаз и не допускать работы протяжкой, имеющей дефекты заточки.
Заточку по передней поверхности протяжек (рис.15.1), закреплённых в центрах, проводят профильной частью круга на специальных станках для заточки протяжек.
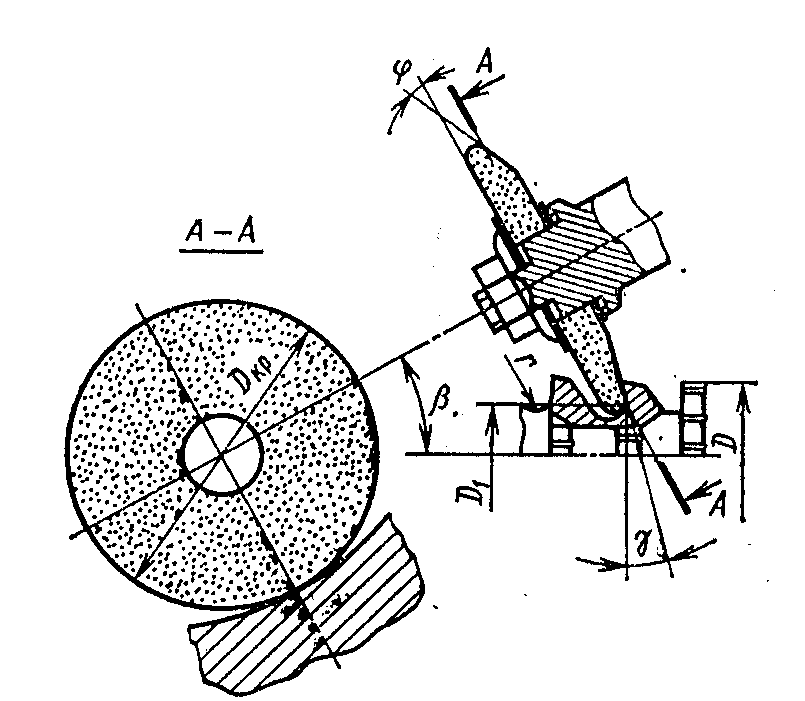
Рисунок 15. 1 - Схема заточки круглой протяжки по передней поверхности
Чтобы кривизна поверхности заточного круга вписалась в коническую переднюю поверхность зуба и при заточке был получен требуемый передний угол, диаметр круга должен быть:
 ,
,
где D – диаметр протяжки; - передний угол; - угол между осями круга и протяжки или угол установки шпинделя заточного станка.
На рис. 15.2 показаны формы заточки по передней грани. По форме I затачивают черновые зубья. Для увеличения стойкости протяжек рекомендуется уменьшить величину переднего угла на чистовых и калибрующих зубьях.
Передние углы зубьев протяжек, применяемых для обработки стали, уменьшают путём заточки по форме II, а протяжек, применяемых для обработки чугуна, - путём заточки по форме III. Двойная заточка (по форме II или III) упрощает изготовление и эксплуатацию протяжек, так как не требует применения шаблонов на профиль впадин с разными углами и уменьшает площадь стачивания при заточке. При потере размера чистовыми и калибрующими зубьями фаска на их передней поверхности легко стачивается, угол увеличивается и зуб переходит в черновой (режущий).
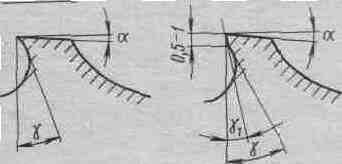
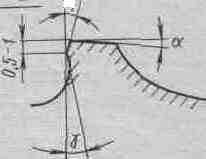
Рисунок 15. 2 - Форма заточки по передней поверхности зуба (слева на право I, II, III)
При заточке по задней поверхности зубьев шпоночных, плоских и подобных им протяжек применяют шлифовальные круги формы ЧК И ЧЦ.
Режимы заточки: подача не более 0.05мм на один оборот протяжки; скорость вращения протяжки 10-15 м/мин; скорость вращения круга 25-30 м/c.
Доводку протяжек осуществляют также при помощи специальных притиров доводочными пастами.
На одном тракторном заводе доводку протяжек осуществляют посредством подпружиненного вращающего притира (сила нажатия 10-30Н), торцовая плоскость которого располагается касательно к задней поверхности зуба. Под доводку оставляется припуск 0.01-0.02мм.
В производстве момент, когда необходимо отправить протяжку на переточку, определяют по так называемым технологическим критериям затупления.
К технологическим критериям затупления относятся:
возрастание силы резания, выражающееся в вибрациях протяжки (гудение, скрип), чрезмерном нагреве детали и протяжки, искажении геометрии детали, напряжённой работе и даже остановке станка;
ухудшение качества обработанной поверхности изделий в сравнении с требуемой;
отклонение размеров обрабатываемой поверхности за пределы допустимых (размерная стойкость);
появление на ряде зубьев большого (предельного) затупления или даже выкрашивания режущей кромки;
приваривание стружки к передней поверхности.
Стойкость протяжки зависит от её материала, материала заготовок и исходного вида их поверхности, геометрии зуба, охлаждения.
При переточках недопустимы искажение формы стружечных впадин зубьев, уступы на передней поверхности, завалы, заусенцы, прижоги. При заточке выводится только часть нормального износа по задней поверхности - слой до 0.2мм. Допускается оставление ленточки притупления до 0.1мм. Калибрующие зубья затачивают только по мере перехода их в режущие (зачищающие). Для остальных калибрующих зубьев при необходимости допускается только зачистка со снятием слоя по передней поверхности до 0.02-0.03мм. При контроле заточенных протяжек необходимо проверять состояние режущих кромок, передний и задний углы.
Следует обращать внимание на расположение рисок на передней грани. Пересекающиеся и круговые риски (рис.15.3, а и б) характеризуют правильную заточку; лучевые риски (рис.15.3, в) получаются при неправильной установки круга.
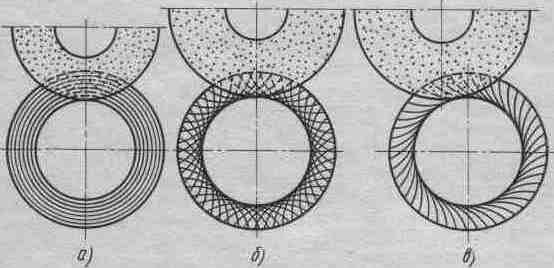
Рисунок 15. 3 - Вид передней поверхности зуба при правильной (а, б) и неправильной (в) установке заточного круга
Рассчитаем диаметр шлифовального круга для заточки круглой протяжки по переднему углу по формуле:
 ,
,
где D1 – диаметр окружности, на которой расположена точка сопряжения прямолинейной образующей передней поверхности с радиусной впадиной зуба (рис 1.1) и рассчитывается по формуле
 ,
,
где D – диаметр протяжки.
 мм.
мм.
 - передний угол,
- передний угол,
 ;
;
 -
угол установки оси шпинделя круга,
-
угол установки оси шпинделя круга,
 .
.
 мм.
мм.
Принимаем круг 12-80*8*13 25А 25 СМ1 К А 30 2 по ГОСТ 2424-83.
Методы и сроки проверки оборудования и приспособления
Цель проверок оборудования и приспособлений на точность: предупреждение снижения точности оборудования и приспособлений до уровня, при котором возникает возможность появления брака, выявление оборудования и приспособлений, не обеспечивающих требований по точности. Проверка оборудования и приспособлений на технологическую точность производится на стадии технологической подготовки производства, при вводе нового оборудования и оснастки, после ремонта, при аттестации качества продукции. Проверка производится постоянно действующими комиссиями, в состав которых входят специалисты отдела главного технолога, цеха, контрольный мастер бюро технического контроля и механик цеха Проверка осуществляется в сроки, установленные графиками, разрабатываемыми технологическими бюро цеха, на основе общезаводского графика и утвержденного главным инженером завода. Результаты проверки оформляются в акте проверки за подписями участников и членов комиссии. Согласно разработанного плана, комиссия утверждает для каждой единицы оборудования количество деталей для контрольных проверок, количество выборок в течение смены. В случае обнаружения отклонений, комиссия определяет причины их возникновения и разрабатывает мероприятия по их устранению. После ремонта оборудования или приспособлений производятся повторные проверки на технологическую точность.
Организация ремонта оборудования и технологической оснастки
Организацией ремонта оборудования и технологической оснастки занимается отдел главного механика цеха и службы приспособления цеха. В обязанности данных служб цеха входит обеспечение работоспособности и технически качественного состояния технологического оборудования путем своевременного ухода, технического обслуживания и ремонта.
План ремонта составляется технологическим бюро цеха и службой механика на определенный период времени, обычно на один год. Службой механика производится ряд работ: систематическая проверка, контроль технологического состояния оборудования, своевременный уход за оборудованием, модернизацию и ремонт оборудования.
Организация снабжения участка СОЖ
Механическая обработка ведущей шестерни производится путем резания с выделением большого количества тепла в зоне резания. В связи с этим, для оптимизации стойкости режущего инструмента, все металлорежущее оборудование снабжено централизованной подачей СОЖ.