

Министерство образования Республики Беларусь
Белорусский Национальный Технический Университет
Кафедра «Металлорежущие станки и инструменты»
Курсовой проект
по теме «Разработка технологии и оснастки для изготовления винтовой протяжки»
Выполнил: ст. гр. 103539 Крамсаев О.Д.
Руководитель: Корниевич М. А.
Минск 2013
Содержание
Аннотация 4
Введение 5
1 Назначение, конструкция и геометрические параметры винтовой протяжки 6
2. Анализ технологичности винтовой протяжки 11
3. Обоснование выбора заготовки 13
4. Выбор варианта технологического маршрута и его технико-экономическое обоснование 15
5. Определение припусков, допусков и размеров заготовки 21
6. Выбор оборудования 28
7. Выбор оснастки 30
8. Выбор инструмента второго порядка 31
9. Выбор и описание конструкции измерительного инструмента 34
10. Расчёт режимов резания 35
11. Описание конструкции тисков гидравлических 36
12. Расчёт технической нормы времени 37
13. Определение потребного количества рабочих и оборудования 40
14. Определение износа и стойкости изготавливаемого инструмента 45
15. Организация инструментального хозяйства 47
16. Организация рабочего места станочника 52
Литература 54
Аннотация
Данный курсовой проект по дисциплине «Технология инструментального производства» включает в себя разработку технологического процесса винтовой протяжки. Графическая часть проекта состоит из рабочего чертежа винтовой протяжки, маршрутной технологии обработки винтовой протяжки, сборочного чертежа гидравлических тисков, инструментальной наладки на станок с ЧПУ.
Л. – ; Таб.- ; Илл. – ; Прил. – ;
Введение
Разработка технологических процессов производства металлорежущего инструмента базируется на общих принципах и закономерностях технологии машиностроения. Наряду с этим в технологии производства металлорежущих инструментов имеются специфические особенности, связанные с применением дорогостоящих и дефицитных инструментальных материалов, с обработкой заготовок высокой твердости и прочности, с обработкой сложных поверхностей, с высокими требованиями к точности размеров, геометрической форме и шероховатости поверхности, с особенно высокими требованиями к физико-механическим свойствам материала готового металлорежущего инструмента.
Применение быстрорежущих сталей и твердых сплавов, содержащих присадки дефицитных и дорогостоящих элементов, таких как вольфрам, ванадий, молибден, кобальт вызывает необходимость максимальной их экономии. С этой целью широко распространено изготовление составного инструмента, рабочая часть которого выполнена из быстрорежущей стали или твердого сплава, а державка — из конструкционной стали. Неразъемное соединение разнородных материалов осуществляют различными способами сварки, пайки, склеивания и др.
Низкая обрабатываемость быстрорежущей стали, твердых сплавов и композиционных материалов требует применения специальных методов и режимов обработки.
Точность изготовления формообразующих элементов мерных режущих инструментов должна быть на один-два класса выше точности размеров обрабатываемых ими поверхностей. Примерами такого инструмента могут служить развертки, протяжки, метчики, зуборезные и профильные инструменты и др. Качество инструментов определяется не только точностью геометрических форм и шероховатостью поверхностей, но и физико-механическими их характеристиками (структурой, отсутствием обезуглероженного или вторичного закаленного слоя, значительными остаточными напряжениями и др.). Надлежащее качество инструментов обеспечивается применением специальных методов контроля исходных материалов, методами и режимами механической, термической и термохимической обработки и построениями технологического процесса изготовления инструмента.
1 Назначение, конструкция и геометрические параметры винтовой протяжки
Обработка круглых отверстий протягиванием является одним из наиболее прогрессивных методов. Характерными особенностями его являются: отсутствие подачи как отдельного движения механизмов станка (подача заложена в самой конструкции протяжного инструмента), кратчайшая траектория резания и простота рабочего движения инструмента, возможность совмещения предварительной и окончательной обработки за один рабочий ход станка, большая суммарная длина режущих кромок, участвующих в резании.
Для обработки коротких отверстий известны конструкции трехзаходных протяжек с углом наклона винтовых режущих зубьев 57°…79° (рис.1.1).
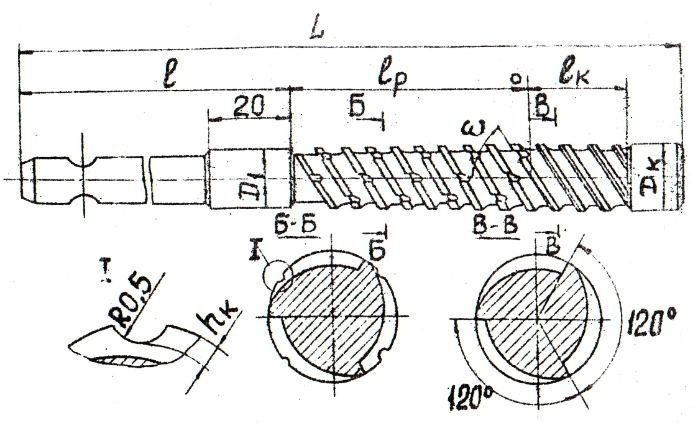
Рисунок 1.1 - Винтовая трехзаходная протяжка для обработки коротких отверстий
Для обработки сверхглубоких отверстий (L/d>30) применяются двухзаходые винтовые протяжки (рис.1.2) с углом наклона винтовых зубьев 40°.
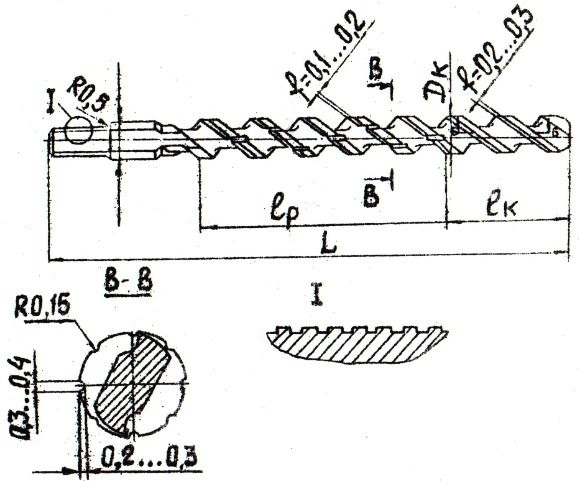
Рисунок 1.2 - Винтовая двухзаходная протяжка для обработки глубоких и сверхглубоких отверстий
Винтовые
протяжки обычно производят срезание
слоев припуска по одинарной схеме
резания, а рабочая часть состоит из
режущей
 и калибрующей
и калибрующей
 частей (рис.1.1 и 1.2).
частей (рис.1.1 и 1.2).
Если
число винтовых зубьев протяжки равно
четырем и более, но кратно двум, то может
применяться групповая схема резания
(рис.1.3). Такая протяжка на длине режущей
части имеет группы зубьев (например
1-2, 3-4), которые в осевом сечении имеют
различные расстояния режущих кромок
от оси. Если провести линии по вершинам
нечетных и четных зубьев, то будет
получено две конических образующих
режущей части. Если число зубьев в секции
будет больше двух, то и число таких
образующих будет соответствовать числу
зубьев в секции. Данное положение
является базой для изготовления винтовых
протяжек с групповой схемой резания.
Рабочая часть таких протяжек состоит
из черновой, чистовой и калибрующей
частей. Переходная часть, которую имеют
протяжки с кольцевыми зубьями, отсутствует.
Ее роль выполняют зубья протяжки в
начале чистовой части на длине осевого
шага (рис.1.3). На этой длине чистовой
части имеет место плавное уменьшение
толщины срезаемого слоя от
 до
до
 .
.
Рисунок 1.3 - Схема режущей части винтовой протяжки с групповой схемой резания: а) групповая схема резания; б) изменение толщины среза.
По сравнению с круглыми протяжками с кольцевыми зубьями винтовые протяжки производят резание со значительно меньшей амплитудой колебания сил резания, что уменьшает вибрации и соответственно шероховатость и повышает точность размеров и геометрической формы обработанных поверхностей. Благодаря винтовому расположению режущей кромки винтовые протяжки имеют в обрабатываемом отверстии значительно большую опорную поверхность. Дополнительно к этому при углах наклона режущей кромки 40°…50° радиальная составляющая силы резания меньше, чем на кольцевом зубе.
Исходя из движения стружки по передней поверхности в плоскости ее схода установлено, что максимально допустимый угол наклона винтовых зубьев должен быть не более 42°. При этом профиль канавки в осевом сечении в зависимости от числа винтовых зубьев должен быть выполнен двухрадиусным (рис.1.4, а) при Z ≥ 3 и с радиусной формой спинки зуба (рис1.4, б) при Z = 2.
Рисунок 1.4 - Профили стружечных канавок
По задним поверхностям зубьев цельных винтовых протяжек выполняют узкие стружкоразделительные канавки. Рекомендуется стружкоразделительные канавки наносить непрерывно от зуба к зубу по винтовой линии, направление которой совпадает с напрвлением винтовых режущих зубьев (рис.1.5).
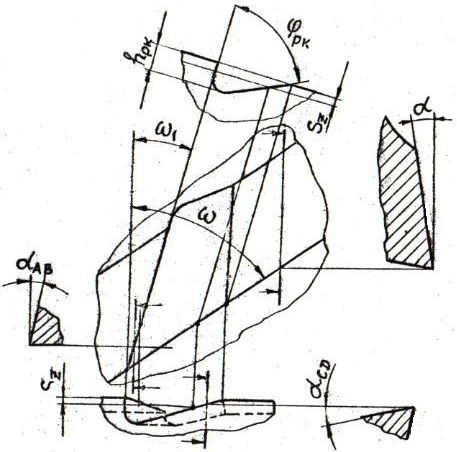
Рисунок 1.5 - Геометрия стружкоразделительных канавок
Винтовые протяжки относительно протяжек с кольцевыми зубьями являются более прогрессивными, поскольку имеют большую длину режущих кромок участвующих в работе. В производстве винтовые протяжки более универсальны, так как позволяют обрабатывать круглые отверстия в деталях различной длины одним инструментом. Прочность винтовых протяжек также выше по причине отсутствия кольцевых надрезов на теле инструмента.