

Раздел 2. Материаловедение . Технология конструкционных материалов
13 Вопрос.
Литьё — технологический процесс изготовления заготовок (реже — готовых деталей), заключающийся в заполнении предварительно изготовленной литейной формы жидким материалом (металлом, сплавом, пластмассой и т. п.) с последующим его затвердеванием.
Известно множество разновидностей литья:
в песчаные формы (ручная или машинная формовка);
в многократные (цементные, графитовые, асбестовые формы);
в оболочковые формы;
по выплавляемым моделям;
по замораживаемым ртутным моделям;
центробежное литьё;
в кокиль;
литьё под давлением;
по газифицируемым (выжигаемым) моделям;
вакуумное литьё;
электрошлаковое литьё;
литьё с утеплением.
Непрерывное литьё металлов и сплавов, процесс получения слитков и заготовок, основанный на равномерном перемещении металла относительно зон заливки и кристаллизации. При этом литейная форма может быть неподвижной или закономерно перемещаться (возвратно-поступательное движение с небольшой амплитудой, вращение, движение по замкнутой кривой ограниченной длины).
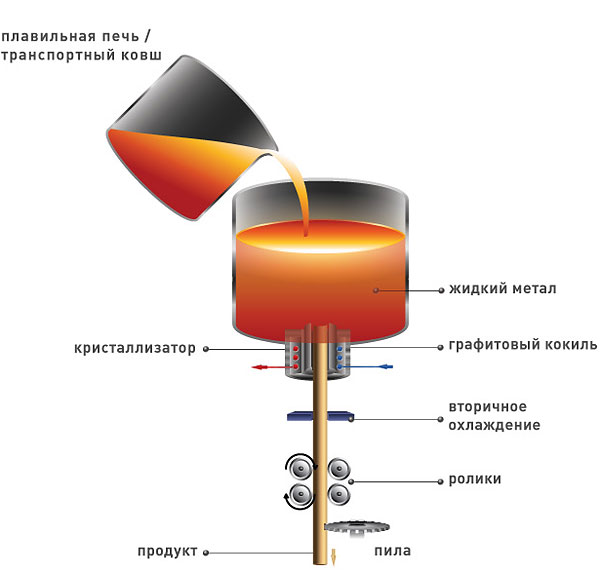
Горизонтальное непрерывное литье

Иллюстрация изображает процесс горизонтального непрерывного литья. Главные компоненты: плавильная печь или транспортный ковш, тигель, кристаллизатор с системой охлаждения и вставленным кокилем, устройство повторного охлаждения, транспортировочные ролики и пила.
Литейное оборудование функционирует следующим образом: сначала в плавильной печи расплавляется металл, потом плавка подается в транспортный ковш для транспортировки в литейное устройство или подается прямо в плавильный тигель, из которого жидкий металл под воздействием гравитационных сил течет через графитовый кокиль, вставленный в кристаллизатор горизонтально, где металл охлаждается и обретает форму. Транспортировочные ролики улавливают сформированный продукт и регулируют скорость литья. Заготовка выходит из литейной машины в горизонтальном положении. Заготовка разрезается пилой на заданную длину и потом подается на дальнейшую обработку.
Вертикальное литье
вверх
вниз
Электромагнитный кристаллизатор
Изобретение относится к металлургии, а именно к устройствам для полунепрерывного или непрерывного литья металлов и сплавов. Цель изобретения - сокращение энергозатрат за счет повышения равномерности распределения напряженного электромагнитного поля. Устройство содержит индуктор, изготовленный из мерной ленты, стенки которой образуют охлаждающий канал, затравки, дозирующей воронки, экрана, введенного в индуктор, и тангенциально расположенных токопроводящих шин.
Элетрошлаковое литьё (ЭШЛ) — вид электрошлакового процесса (ЭШП), литейная технология с защитой металлической ванны от взаимодействия с воздухом находящейся сверху шлаковой ванной, подогреваемой проходящим через неё электрическим током. Используется, например, при изготовлении биметаллических прокатных валков.
Рабочая поверхность валков холодной прокатки должна быть износостойкой, а для этого — твёрдой. Иначе она быстро сомнётся. Дешёвый, но достаточно твёрдый материал — серый чугун. Но он не достаточно прочен. Весь же валок должен быть прочным, иначе он не выдержит нагрузки и сразу лопнет. Достаточно прочный материал — конструкционная сталь. Но она слишком мягкая. Можно сделать весь валок из инструментальной стали. Но инструментальная сталь дороже, а валок — не резец. У него значительно больше объём и масса, из-за чего такое изделие окажется много дороже большинства инструментов, а служит он всёравно недолго. Выход: сделать поверхность твёрдой, а основное тело валка — прочным. Для этого применяют плазменную наплавку инструментальной стали на конструкционную. Но во-первых, это лишь частично решает проблему дороговизны материала (инструментальной стали), а во-вторых достаточно дорога сама технология. Одна из альтернатив — наворачивание цельно чугунного бандажа на цельно стальное основное тело валка (обе детали должны иметь резьбу). Но при эксплуатации таких валков бандаж сворачивается с основного тела валка. Кроме того, недостаточная прочность чугуна обуславливает формы разрушения бандажа в процессе эксплуатации, отличные от мгновенного хрупкого разрушения, в первую очередь по поверхности контакта бандажа с основным телом валка. Значит нужен прочный белый чугун. Но белый чугун дороже серого. Электрошлаковое же литьё позволяет дешево отбелить серый чугун за счёт экономного легирования серого чугуна хромом. Эта же технология позволяет соединить сплавлением (сварить по всей поверхности контакта) бандаж и основное тело валка. При обычном литье аналогичных изделий диспергирование струи ведёт к избыточному окислению металла, а из-за слишком быстрой кристаллизации чугун шва будет иметь повышенную хрупкость (а не прочность) и не произойдёт сплавление достаточных объёмов стали и чугуна, из-за чего шов будет тонким и в нём не сформируется область плавного перехода по составу от чугуна к стали. Электрошлаковая же технология позволяет решить все эти проблемы. Поверхности кокиля (литейной формы, если она используется) и заготовок(ки) обмазываются фторидами и хлоридами щелочных и щёлочноземельных металлов, термическое разложение этих солей создаёт защитную атмосферу. Струя металла также диспергируется, но теперь это ведёт не к окислению, а к рафинированию металла. Рафинирование металла более интенсивно продолжается также и в шлаке. Остальные проблемы решаются подогревом зоны кристаллизации. Кроме того, элетрошлаковая технология позволяет создать переходный слой (шов) с рельефом двух встречных псевдорезьб. Этот рельеф и работает аналогично двум встречным резьбам (как у талрепа — резьбового приспособления для натяжения тросов), дополнительно скрепляя части изделия, но при этом, не допуская сворачивания бандажа.
Поддерживается также раздельное легирование зон отливки. При ЭШЛ в шлаковой ванне существует магнитное поле и в ней же протекает электрический ток. Силовые линии магнитного поля ориентированы вертикально, а вектор плотности электрического тока в любой точке имеет горизонтальные проекции. В результате взаимодействия электрического тока с магнитным полем возликает горизонтальная сила Лоренца. Радиальная компонента плотности тока обуславливает азимутальную составляющую этой силы, причём, во внешней и внтуренней, относительно электрода, зонах знак радиальной проекции плотности тока противоположен, а направление магнитного поля совпадает. В результате направление азимутальной составляющей силы Лоренца в этих областях противоположно. А это ведёт к возбуждению двух встречных тороидальных потоков шлака. Причём, характер течения ламинарный. Поэтому оба потока не смешиваются. Материал электрода делится между ними ровно пополам, но даже его концентрация в различных зонах шлаковой ванны может быть не одинакова. Если эти зоны имеют различный объём, то в них концентрация материала электрода обратно пропорциональна объёмам зон. В металлической ванне (которая находится под шлаковой) имеет место диффузия, но состав до конца всё равно не выравнивается. Таким образом, электрод из порошковой проволоки можно использовать для раздельного легирования зон отливки. Кроме того, подача легирующих сверху непосредственно во внутреннюю, или во внешнюю зону шлаковой ванны позволяет добиться раздельного легирования, независимого от соотношения объёмов зон, так как присадки в одну зону вообще не попадают в другую.
Варианты ЭШЛ
Литьё переходного слоя На запорную плиту ставят две заготовки основного тела и бандажа валка и льют переходный слой между ними
Литьё основного тела валка На запорную приту ставят заготовку бандажа и внутрь льют основное тело валка
Литьё бандажа в Кокиль Внутри литейной формы (кокиля) ставят заготовку основного тела валка и льют бандаж между кокилем и заготовкой
Используемый метал может переплавляться электрошлаковым способом и сразу заливаться в форму, так и подогреваться в промежуточном ковше, после быстрого слива в него готового расплава, полученного любым другим способом. Общей является электрошлаковая защита металла в ковше как от взаимодействия с воздухом, так и от преждевременной кристаллизации в процессе литья.
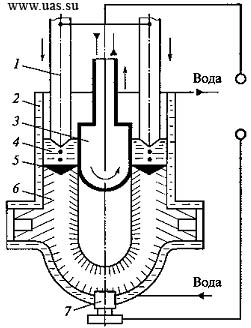
схема получения отливки электрошлаковым литьем: 1 – электроды (стрелками показано направление их движения); 2 – кристаллизатор; 3 – стержень (наружной стрелкой показано направление его движения вверх; фигурной стрелкой – направление потока охлаждающей воды); 4 – шлаковая ванна; 5 – расплав; 6 – отливка; 7 – затравка
Сферы применения изделий, полученных при помощи ЭШЛ: 1 Стальное литье - заглушки (водоканал, теплоцентрали, нефтегазовая промышленность) - шары для шаровых мельниц (ТЭЦ, цементные заводы и прочие) - фланцы (водоканал, теплоцентрали, нефтегазовая промышленность) - переходы (нефтегазотрубопроводы) - штампы (машиностроительные заводы и ремонтные мастерские) и т.д. 2. Наплавка твердым сплавом - ножи (грейдер, бульдозер и скрепер) - дробящие плиты (цементные заводы) - конуса для дробилок (карьеры, цементные заводы, горнодобывающая промышленность) - плиты для дробилок (карьеры, цементные заводы, горнодобывающая промышленность) - клыки для экскаваторов (карьеры, цементные заводы, прочие) - било (ТЭЦ) - молотки (ТЭЦ, цементные заводы) - наплавка для драг (золотодобывающая промышленность) - башмаки для гусеничных тракторов (сельское хозяйство, горнодобывающая промышленность) - почвообрабатывающие детали машин (сельское хозяйство) - прочее. 3. Вытяжка (непрерывная кристаллизация) - уголок и металлоконструкции (строительные организации) - пруток (катанка от 5 до 25 мм) - прочие профиля 4. Цветной металл - контактный провод (железная дорога, троллейбусы, трамваи) - катанка медная (кабельное производство, эмаль производство) - шестигранник (бронза, латунь для производства метизов) - прочее 5. Керамика - керамические плиты - облицовочные плиты - кирпич 6. Каменное литье. - камни (в т.ч. декоративные) - теплоизолирующие плиты - трубы - бордюрные камни 7. Прямое восстановление - циркония - редких земель 8. Высокотемпературная керамика - кирпич из оксида алюминия - кирпич из циркония - кирпич из магнезита - высокотемпературные теплоизоляционные плиты.