

1.5 Расчет режимов сварки
Под режимом сварки понимают совокупность контролируемых параметров, определяющих сварочные условия. Выбор режима сварки предусматривает определение значений параметров, при которых обеспечивает устойчивое горение дуги и получение швов заданных размеров, формы и свойств.
К основным параметрам сварочного режима относят силу тока, напряжение дуги, скорость сварки, диаметр и скорость подачи электродной проволоки, расход защитных газов:
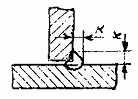
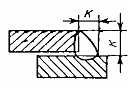
а б
А) тавровое т1-∆3;
б) нахлесточное Н1-∆3;
Рисунок 7 - Сварные соединения
Рассчитаем режим сварки для таврового, нахлесточного соединения:
1) Определяем расчетную глубину проплавления по формуле:
![]()
где К- катет шва, мм;
Принятые числовые значения символов:
К=3 мм
Решение:
![]()
2) Рассчитываем диаметр электродной проволоки:
![]()
Решение:
![]()
Принимаем среднее значение диаметра электродной проволоки
dэл =1,0мм
3) Рассчитываем скорость сварки по формуле:
![]()
![]()
где, Kv – коэффициент, учитывающий диаметр проволоки,
e- ширина шва,мм
Принятые числовые значения символов:
КV=1065
Решение:
![]()
![]() /с=40,68м/ч
/с=40,68м/ч
Принимаем скорость сварки 41 м/ч
4)Определяем силу сварочного тока по формуле:
![]() [6]
стр.24 (5)
[6]
стр.24 (5)
где, Кi- коэффициент, учитывающий диаметр проволоки,
при Кi=335
Решение:
![]()
5) Определяем напряжение сварочной дуги по формуле:
Uс=4+0,05* Iсв [6] стр.25 (6)
Решение:
![]()
Принимаем напряжение сварочной дуги 20 В
6) Рассчитываем вылет электродной проволоки по формуле:
![]() [6]
стр.25 (7)
[6]
стр.25 (7)
где, Lэл- вылет электродной проволоки, мм
Решение:
![]()
![]()
7) Рассчитываем скорость подачи электродной проволоки по формуле:
![]() [6] стр.25
(8)
[6] стр.25
(8)
Решение:
![]()
Принимаем Vэл=192м/ч
8) Рассчитываем расход защитного газа по формуле:
![]() [6]
стр.25 (9)
[6]
стр.25 (9)
Решение:
![]()
1.6 Выбор электротехнического сварочного оборудования
Большое значение при сварке имеет сварочное оборудование. Которое должно обеспечить высокое качество сварного соединения.
Традиционным источником переменного тока является сварочный трансформатор. Источником постоянного тока является выпрямитель, который сконструирован на базе трансформатора и полупроводникового выпрямителя. Широкое распространение получили также инверторные источники тока, которые применяются для сварки, как на переменном, так и на постоянном токе.Требования к виду внешних характеристик определяется такими показателями сварочного процесса, как тип электрода (плавящемся, не плавящемся); характер среды, в которой происходит сварка (открытая дуга, дуга под флюсом, в защитных газах);степень механизации (ручная, механизированная, автоматическая сварка); способ регулирования режима горения дуги саморегулирование, автоматическое регулирование напряжение дуги).
При сварке изделия «Дышло 8560» используется полуавтоматическая сварка в среде защитного газа. Поэтому при выборе электрического оборудования необходимо учитывать то, что оно должно соответствовать режимам сварки данной металлоконструкции. Для полуавтоматической сварки в среде защитных газов в качестве источника питания можно предложить такие полуавтоматы, как УСП – 180 и КП 004 У3 в комплекте со сварочным выпрямителем КИГ-401. Рассмотрим их характеристики и назначение.
Сварочный полуавтомат УСП – 180 предназначен для сварки низкоуглеродистых сталей в среде углекислого газа автоматически подаваемым плавящимся электродом. Совмещение надежного, мощного источника питания и устройства подачи проволоки в едином корпусе на колесах преимущество данного полуавтомата. Рассмотрим его технические характеристики.
Таблица 5 – Технические характеристики;
Назначение характеристик |
Условное назначение |
Напряжение питания сети, В |
380 |
Максимальный сварочный ток, А |
180 |
Регулирование сварочного тока |
Ступенчатое |
Толщина свариваемого металла, мм |
1…6 |
Скорость подачи сварочной проволоки |
120…960 |
Защитный газ |
Углекислота |
Режим сварки |
Постоянный, прерывистый |
Номинальный режим работы, Пн % |
60 |
Диаметр электродной проволоки, мм |
0,8…1,2 |
Габариты, мм |
750 |
Масса, кг |
105 |
Сварочный полуавтомат КП 004 У3- малогабаритный с широким диапазоном регулирования сварочных параметров предназначен для сварки плавящимся электродом в среде защитных газов алюминия или порошковой проволоки низколегированных и легированных сталей в среде аргона во всех пространственных положениях в машиностроении и судостроении. Рассмотрим технические характеристики оборудования КП 004 У3.
Таблица 6 – Технические характеристики;
Назначение характеристик |
Условное назначение |
1.Напряжение питающей сети В; |
380 |
2.Предел регулирования сварочного тока A; |
50-500 |
3.Частота тока питающей сети Гц; |
50 |
4.Номинальный сварочный ток А; |
315 -500 |
5.Предел регулирования напряжение на дуге В, |
18-50 |
6.Регулирование напряжение на дуге |
плавное |
7.Диаметр проволоки мм; |
0,8-2 |
8.Предел регулирования скорости подачи электродной проволоки м/ч; |
80-800; |
9.Регулирование скорости подачи электродной проволоки; |
плавное |
10.Рекомендуемый источник питания; |
КИГ 401; |
11.Масса:механизма подачи проволоки кг; электродной проволоки кг; источника питания кг; |
16 12 275 |
12.Габариты:механизма подачи проволоки кг; источника питания кг; |
470*195*360 850*600*1030 |
Универсальные сварочные выпрямители серии КИГ предназначены для автоматической и полуавтоматической в среде защитных газов и под флюсом, а также для ручной дуговой сварки штучными электродами всех типов.
Выпрямитель КИГ-401 средней мощности имеют отличные сварочные свойства: стабильное горение дуги, малое разнообразие металла, высокое качество сварного шва. Наличие колес делает источник особо мобильным. Рассмотрим технические характеристики выпрямителя КИГ-401.
Таблица 7 – Технические характеристики;
Назначение характеристик |
Условное назначение |
1.Напряжение питающей сети В; |
380 |
2.Частота тока питающей сети Гц; |
50 |
3.Номинальный сварочный ток А; |
500 |
4.Предел регулирования сварочного тока А; |
50-500 |
5.Предел регулирования напряжение на дуге В; |
22-50 |
6.Активная эквивалентная потребляемая мощность из сети кВт; |
18 |
7.Напряжение холостого хода В; |
85 |
8.Диаметр проволоки мм; |
1-6 |
9.Масса кг; |
275 |
10.Габариты: на колесах; на ножах; |
850*600*1070 790*600 955 |
Сварочный полуавтомат КП 004 У3 в комплекте со сварочным выпрямителем КИГ-401 соответствует режимам сварки изделия, он более мощный и усовершенствованный, можно производить перемещение, так как он мобильный.