

Ведение
Сварка широко применяется в основных отраслях производства , потребляющих металлопрокат , так как резко сокращает расход металла, строки выполнения работ и трудоемкость производственных процессов. Сварка может также выполнятся под водой.
Выпуск сварных конструкций и уровень механизации сварочных работ растет из года в год. Получаемая за счет применения сварки ежегодная экономия в народном хозяйстве исчисления многими сотнями миллионов рублей.
Достигнутые успехи в области автоматизации и механизации сварочных процессов позволили коренным образом изменить технологию изготовления таких важных объектов , как доменные печи , мосты, трубопроводы, суда, химическое оборудование, гидротурбины.
Применение сварки дает не только экономию металла ( на20-25 % по сравнению с клепанной и до 50 % по сравнению с литьем) , времени и рабочей силы, уменьшение расходов на оборудование цехов по изготовлению металлоконструкций, улучшение условий труда, но и позволяет решить ряд сложных технических задач по созданию принципиально новых конструкций
В решении задач по улучшению качества продукции эффективности производства и дальнейшему подъему экономики , сварке отводится значительное место. Основные направления развития сварочного производства в нашей стране: замена клепаных, литых, кованых конструкций более экономичными- сварными; строительство специализированных предприятий и цехов для централизованного изготовления сварных конструкций; внедрение износостойкой наплавки деталей машин и механизмов ; расширение производства сварочных материалов; внедрение высокопроизводительных методов автоматической сварки. На ОАО «НефАЗе» применяют различные способы сварки : контактная, полуавтоматическая, аргонодуговая, в среде СО2 ,ручная дуговая и т.д
Данными способами сварки изготавливают различные конструкции, цистерны, вахтовые автобусы, автобусы, прицепы и так далее. Для изготовления этих конструкций используют приспособления которые могут быть ручными, механизированными и автоматизированными.
1.Технологический раздел.
1.1 Анализ технических требований сварной конструкции.
Изделие «Дышло 8560» является составной частью прицепа Камаза. Дышла 8560 испытывает значительные нагрузки в ходе эксплуатации прицепа, он должен выдерживать максимальные нагрузки.
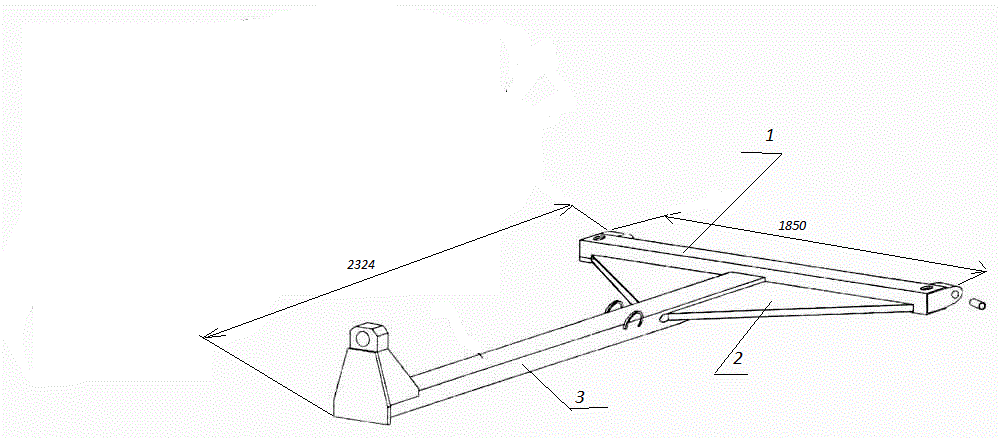 1.Балка
1.Балка
2.Косынка
3.Балка
Рисунок 1 – Изделие «Дышло 8560»
При эксплуатации конструкция подвергается статическим (от веса конструкций) и динамическим нагрузкам (при перемещении транспорта).
Изделие относится к первому классу ответственности по ОСТ 23.2.429-80, поэтому к ней предъявляются следующие требования по дефектам:
- Не допускаются следующие дефекты: не допускаются без исправления трещины, прожоги, непровары.
- Допускаются единичные поры: не более 3 пор на длине 100 мм шва, при расстоянии между порами не менее 100 мм и диметром не более 2 мм; - допускаются местные подрезы основного металла, если глубина подреза не превышает 10 % толщины свариваемого металла, протяженностью не более 15 % длины шва.
Количество исправлений дефектов на одном и том же месте допускаются не более двух раз.
К сварным соединениям и конструкции в целом предъявляются требования прочности и жесткости.
1.2. Характеристика материала и оценка свариваемости.
Конструкционные стали, из которых изготавливают самые разнообразные конструкции, детали машин для различных отраслей промышленности, должны обладать высокими механическими свойствами, технологичностью в обработке ( хорошая обрабатываемость давлением, резанием, свариваемостью) и малой стоимостью. Конструкционная сталь в зависимости от условий работы деталей должна иметь высокие прочность и пластичность ( как при комнатной, так и при повышенных и низких температурах), упругость, хорошо сопротивляться ударной нагрузке, изнашиванию, усталости, хрупкому разрушению.
Требуемые свойства достигаются выбором химического состава стали и качеством металлургических и технологических процессов, в которых важную роль играют методы и режимы термической обработки.
Для сварных и клепанных конструкций в строительстве, машиностроении, судостроении применяют углеродистые стали обыкновенного качества ( при незначительных напряжениях в конструкциях) и низколегированные стали с невысоким содержанием углерода( при более высоких напряжениях). Стали должны обладать достаточно высокими прочностью и ударной вязкостью как при обычной так и при пониженной температуре, хорошей свариваемостью. Эти стали поставляются в виде горячекатаного сортового, фасонного проката. Свариваемая конструкция «Дышло» изготовляется из стали 09Г2С ГОСТ 8732-78 - низколегированной конструкционной стали. Рассмотрим химический состав и механические свойства данного сплава:
Таблица 1-Химический состав, в процентах;
С |
Si |
Mn |
Ni |
S |
P |
Cr |
N |
Cu |
As |
до 0.12 |
0.5 - 0.8 |
1.3 - 1.7 |
до 0.3 |
до 0.04 |
до 0.035 |
до 0.3 |
до 0.008 |
до 0.3 |
до 0.08 |
Таблица 2 – Механические свойства
Сортамент |
Размер |
Напр. |
SB |
sT |
D5 |
y |
KCU |
Термообр. |
- |
мм |
- |
МПа |
МПа |
% |
% |
кДж / м2 |
- |
Лист |
4 |
|
500 |
350 |
21 |
|
|
|
Под свариваемостью понимают способность получения сварного соединения равнопрочного основному металлу. Для получения качественного сварного соединения важно предупредить возникновение в сварном шве различных дефектов, а главное - трещин. А это в свою очередь зависит от степени легирования металла, содержание примесей , наибольшее влияние на свариваемость влияет углерод. О свариваемости стали судят по содержанию углерода в нем, которое рассчитывается по эмпирической формуле.
По содержанию углерода ,стали подразделяются на четыре группы свариваемости:
а) I - хорошосвариваемые, стали с эквивалентным содержанием углерода ≤ 0,25%
б) II - удовлетворительно свариваемые, стали с эквивалентным содержанием ≥ 0,25-0,35%
в) III - ограниченно свариваемые, стали с эквивалентным содержанием ≥ 0,35-0,45%
г) IV - плохо свариваемые, стали с эквивалентным содержанием ≥ 0,45%.
О свариваемости стали судят по эквивалентному содержанию углерода, которое рассчитывается по эмпирической формуле:
![]() ,
[7 ], стр237 (1)
,
[7 ], стр237 (1)
где, С, Mn, Ni, Cr – химические элементы, %
Принятые числовые значения символов:
С=0,12%
Mn=1,7%
Ni=0,3%
Cr=0,3%
Решение:
![]()
Сталь 09Г2С относится к первой группе свариваемости, так как Сэкв составляет не более 0,25% . поэтому при обычных видах сварки не дает трещин. Эту сталь сваривают без подогрева, и после сварки не требует последующей термообработки, получаются сварные соединения высокого качества. Изделие «Дышло 8560» - статически умеренно нагруженная деталь, так как является составной частью прицепа, поэтому сталь 09Г2С можно применять для ее изготовления.