

14.3 Контроль червячных колес и червяков
При контроле червячных колес и червяков проверяют следующие основные параметры:
- биение базового торца (до нарезания зубьев) – с помощью индикатора и оправки в центровом приспособлении
- отклонение основного шага – шагомером (рисунок 14.3,а )
- накопленную погрешность окружного шага – измерением окружных шагов последовательно по всем зубьям
- разность окружных шагов – по разности расстояний между любыми окружными шагами по основной окружности колеса (рисунок 14.3, б)
- погрешность профиля
- толщину зуба по начальной окружности – оптическим методом и штангензубомером ( рисунок14.3,в)
- смещение исходного контура – тангенциальным зубомером (рисунок 14.3,г)
- радиальное биение зубчатого венца – на специальном приборе с помощью ролика или шарика (рисунок 14.3, д)
Правильность зацепления проверяют по шуму с помощью эталонных звуковых приборов.
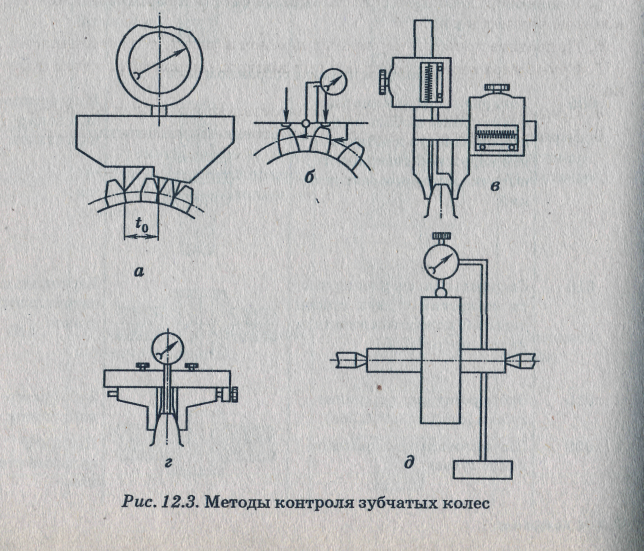
Рисунок 14.3 – Методы контроля зубчатых колес
Контрольные вопросы
1. Какие червячные передачи применяются в с/х машиностроении?
2. Какие материалы применяются при изготовлении червяков?
3. Какие материалы применяют при изготовлении червячных колес?
4. Каковы особенности конструкций червяков и червячных колес?
5. Какие методы применяются при нарезании зубчатых колес?
6. Какие параметры проверяют при контроле червячных колес и червяков?
Лекция 15 – 1 час
15 Методы обработки шпоночных и шлицевых поверхностей
15.1 Обработка шпоночных пазов
Для передачи крутящего момента деталям, сопряженным с валом, широко применяют шпоночные и шлицевые соединения. Наибольшее распространение в машиностроении получили призматические и сегментные шпонки.
Шпоночные пазы для призматических шпонок обычно фрезеруют на шпоночно-фрезерных станках (серийное и массовое производство) специальной двуперой концевой фрезой с челночным движением подачи, на фрезерных станках – многозубыми концевыми фрезами. Фрезерование пазов для сегментных шпонок производят специальной дисковой фрезой на обычных фрезерных станках.
Методы фрезерования шпоночных канавок валов
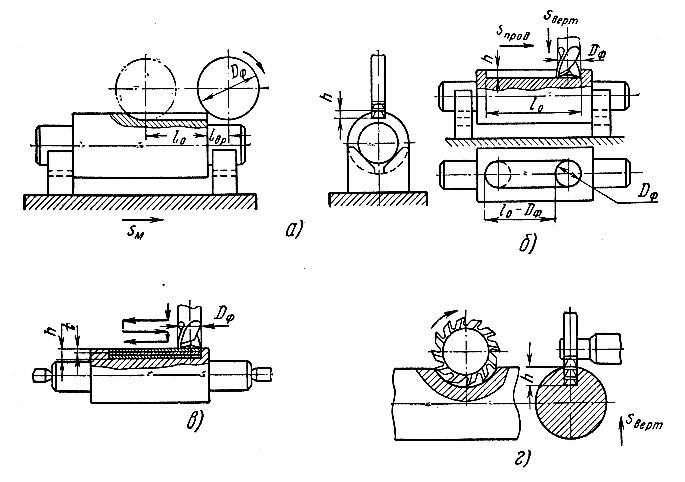
Рисунок 15.1 - Методы фрезерования шпоночных канавок вала:
а- дисковой фрезой с продольной подачей; б – концевой фрезой с продольной подачей; в – концевой фрезой с маятниковой подачей;
г – концевой дисковой фрезой с вертикальной подачей
Более точным способом является фрезерование пазов с маятниковым движением подачи. Сквозные шпоночные канавки в отверстиях втулок обрабатывают в единичном и мелкосерийном производстве на долбежных станках (долблением), а в серийном и массовом производстве – на протяжных станках (протягивание)
15.2 Обработка шлицевых поверхностей на валах
Шлицевые соединения широко распространены в машиностроении, их применяют для передачи больших крутящих моментов. Форма шлицев бывает прямоугольная, эвольвентная, треугольная и трапецеидальная. При обработке шлицев точность по центрирующим элементам достигается по 8–7-му квалитету.
Известно, что для прямобочного шлицевого спряжения центрирование может осуществляться по наружной, внутренней и боковым поверхностям.
Обработка шлицевых поверхностей на валах производится различными методами, наиболее распространенным из которых является фоезерование дисковыми фасонными фрезами на горизонтально-фрезерных станках, обработкой шлицевыми червячными фрезами на шлицефрезерных или обычных зубофрезерных станках.
Способы фрезерования шлицев валов
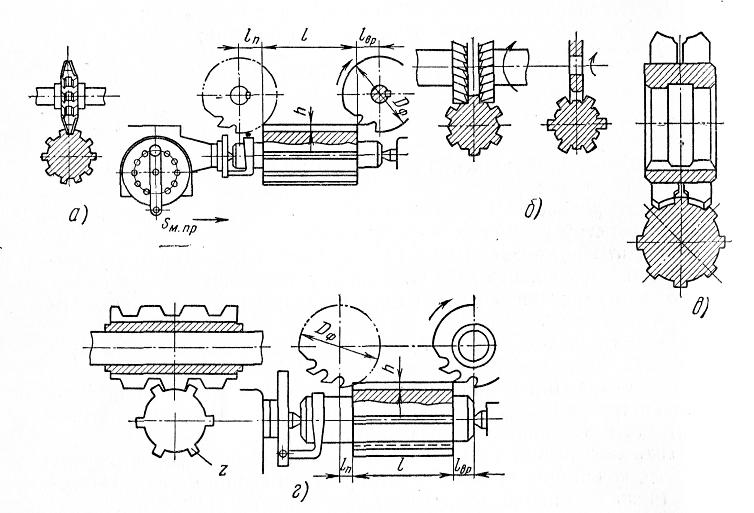
Рисунок 15.2 – Способы фрезерования шлицев валов:
а- шлицевой дисковой фрезой; б- двумя фрезами; в – двумя дисковыми специальными фрезами; г – шлицевой червячной фрезой
Более совершенным и точным методом является фрезерование методом обкатки. Окончательная обработка шлицев по методу обкатки производится чистовым фрезерованием червячными шлицевыми фрезами высокого класса точности.
Более прогрессивными высокопроизводительными процессами образования шлицев является контурное шлицестрогание (Ra = 2,5-1 мкм) и шлицепротягивание (Ra = 1,6-0,8 мкм). Накатывание производится роликами, рейками и многороликовыми профильными головками. Накатыванию подвергают заготовки (твердостью не более 220 НВ). Точность накатывания довольно высокая, параметр шероховатости поверхности Ra = 1,0-0,8 мкм.
Чистовую обработку шлицевых поверхностей осуществляют шлифованием. Шлифование наружных диаметров выполняют на обычных круглошлифовальных станках. Точность шлифования соответствует 7-й степени, и шероховатость поверхности Ra = 1,25-0,4 мкм.