

3 Базирование деталей при обработке
3.1 Понятие о базах и их выборе
Важным вопросом при разработке технологических процессов обработки является вопрос правильного выбора базирования (установки) деталей на станке. От способа установки зависят точность обработки детали, надежность обработки (вероятность появления брака) и величина вспомогательного времени.
При механической обработке заготовок на станках, базированием принято считать, придание заготовке требуемого положения относительно элементов станка, определяющих траектории движения подачи обрабатывающего инструмента.
Базами являются поверхности, линии, точки и их совокупности, служащие для ориентации детали (или заготовки) на станках, для расположения деталей в узле или изделии, для измерения детали. По назначению различают: конструкторские, технологические, измерительные.
Конструкторские базы – поверхности (линии, точки), используемые для определения (ориентации) положения детали или сборочной единицы в изделии. Конструкторские базы могут быть реальными (материальная поверхность) или геометрическими (осевая линия, точка).
Технологические базы – поверхности (а также линии и точки) детали, служащие для установки заготовки или изделия на станке и ориентирующие ее относительно режущего инструмента. Технологическими базами могут быть различные поверхности заготовок (наружные и внутренние цилиндрические поверхности, центровые гнезда, плоскости, поверхности зубьев колес). В качестве баз при первоначальной обработке используют необработанные поверхности (черновые базы), при последующей обработке – обработанные поверхности (чистовые базы).
Измерительные базы – поверхность (линия или точка), от которой производят измерения размеров.
3.2 Схемы базирования деталей
Из механики известно, что каждое твердое тело имеет шесть степеней свободы (три поступательных движения и три вращательных движения относительно трех взаимно перпендикулярных осей). Для того, чтобы лишить заготовку всех степеней свободы, необходимо ее прижать к шести неподвижным точкам приспособления. В этом заключается правило шести точек или шести степеней свободы. Эти точки должны быть рассоложены в трех взаимно перпендикулярных плоскостях. Установочная база имеет контакт с тремя опорными точками (1,2 и 3) в плоскости XY Направляющая база имеет в контакте две опорные точки (4 и 5) в плоскости YZ.
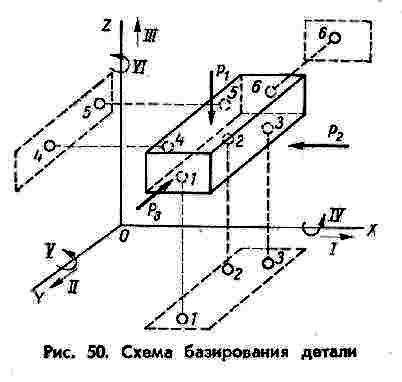
Рисунок 3.1 - Схема базирования детали
Упорная база имеет контакт с одной опорной точкой (6) в плоскости XZ. Для повышения точности и надежности ориентировки заготовки и детали в качестве установочной базы принимают поверхность с наибольшими размерами, позволяющую расположить три опорные точки на значительном расстоянии друг от друга, а не на одной линии. В качестве направляющей поверхности принимают длинную поверхность. В качестве упора может быть использована любая поверхность при условии достаточно хорошего ее состояния (без заусенцев, литейных швов, литников и др.). В зависимости от числа и направления размеров, выдерживаемых при данной операции, установочная база может состоять из одной, двух или трех базирующих поверхностей.
От правильного решения вопроса о технологических базах в значительной степени зависит:
- фактическая точность выполнения линейных размеров;
- правильность взаимного расположения обрабатываемых поверхностей;
- точность обработки, которую должен выдержать рабочий при выполнении операции;
- степень сложности приспособления;
- режущих и мерительных инструментов;
- общая производительность обработки заготовок.
В связи с этим вопрос о выборе технологических баз решается в самом начале проектирования технологического процесса, одновременно, с вопросом о последовательности и видах обработки отдельных поверхностей заготовки. Выбор технологических баз начинается с выбора базы для выполнения первой операции. Технологическая база используемая при первом установке заготовки называется - черновой технологической базой В качестве черновой технологической базы следует выбирать поверхность, относительно которой, при первой операции могут быть обработаны поверхности, используемые при дальнейших операциях, как технологические базы (т.е. черновая база – это база для обработки чистовых баз).
При выборе черновых баз руководствуются следующими основными правилами:
- базовые поверхности должны быть по возможности чистыми и ровными; не следует брать за базы поверхности, на которых располагаются литники, выпоры, заусенцы и т. п.;
- базовые поверхности должны стабильно располагаться относительно других поверхностей; не следует, например, брать за базу поверхность отверстия, получаемого отливкой, т. к. расположение отверстия может изменяться из – за смещения стержня в литейной форме;
- за базы рекомендуется брать поверхности с минимальными припусками или вообще не подвергаемые обработке;
- при переустановке заготовки черновые базы заменяются чистовыми.
Выбор чистовых баз выполняют с учетом следующих правил:
- вести обработку желательно при минимальном числе баз; обработку особо точных поверхностей следует вести при использовании постоянных баз (т.е. соблюдать принцип постоянства баз);
- во избежание погрешности базирования в качестве базы следует брать поверхность, от которой дан размер до данной обрабатываемой поверхности, т. е. соблюсти принцип совмещения технологической и измерительной баз.
Погрешность базирования возникает при работе на настроенных станках, т. е. в случае, если инструмент после обработки одной детали не меняет своего положения, что характерно для серийного и массового производства.
Выбирая базирующие поверхности, нужно предусмотреть, чтобы заготовки при зажиме не деформировались, а также учесть удобство и простоту обслуживания применяемых в процессе обработки приспособлений. Опоры, зажимы и установочные устройства, фиксирующие по технологическим базам положение заготовки на станке, имеют условные обозначения.