

4. Методы получения заготовок
Расход металла на изготовление зубчатых колес и трудоемкость их изготовления в значительной степени зависят от метода получения заготовок.
Технологический процесс получения заготовки зубчатого колеса должен обеспечить мелкозернистую структуру и наилучшее расположение волокон материала. К основным технологическим процессам получения заготовок зубчатых колес относятся: свободная ковка; штамповка на кривошипных ковочно-штамповочных прессах, горизонтально-ковочных машинах; поперечно-клиновая прокатка; холодная штамповка; горячая высадка на многопозиционных автоматах (рис. 3). Точность заготовок зубчатых колес, полученных свободной ковкой на ковочном молоте, соответствует 16…17 квалитетам, шероховатость поверхности Ra = 100…12,50 мкм.
При серийном производстве зубчатых колес сложной конфигурации и одновенцовых колес поковки получают штамповкой в подкладных штампах с точностью 14…16 квалитетов, припуск на последующую обработку составляет 3…4 мм на сторону. В крупносерийном и массовом производстве заготовки большинства цилиндрических зубчатых колес изготовляют на кривошипных горячештамповочных прессах, многопозиционных горячештамповочных автоматах, горизонтально-ковочных машинах и молотах в закрытых штампах.
Поковки, полученные в закрытых штампах, имеют большую точность (11…14 квалитеты), меньшую шероховатость, меньший припуск, больше приближаются к геометрической форме и размерам детали. Если центральное отверстие поковок имеет диаметр 25 мм и выше, то оно прошивается.
Перед штамповкой заготовки нагревают ТВЧ, в пламенных и индукционных печах.
При нагревании в пламенных печах на заготовках образуется значительная окалина, увеличивающая отходы металла и снижающая срок службы штампов. Нагревание в индукционной печи протекает в 13…15 раз быстрее, чем в пламенной, а при применении нейтральной атмосферы в этом случае обеспечивается отсутствие окалины на заготовках. Для снятия напряжений и улучшения обрабатываемости откованные или отштампованные заготовки независимо от оборудования, на котором они получены, подвергаются термообработке – нормализации или отжигу.
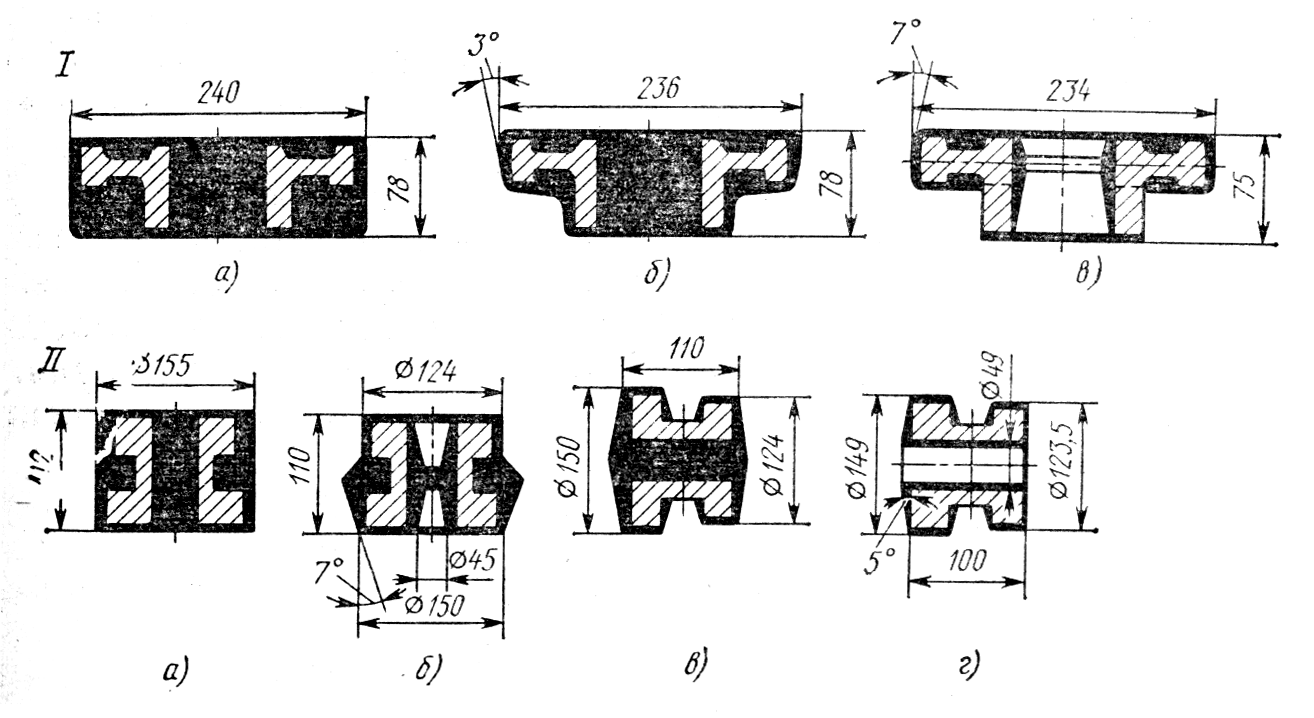
Рис. 3. Схемы изготовления заготовок:
I – одновенцовых колес: а – поковка; б – штамповка в подкладном штампе; в – штамповка в закрепленном штампе; II – двухвенцовых колес: а – поковка; б – штамповка на молоте в торец; в – штамповка на молоте вдоль оси; г – штамповка на горизонтально-ковочной машине
После термообработки заготовки очищают от окалины и контролируют по основным размерам, положению внешних поверхностей относительно центрального отверстия и по твердости.
В последнее время распространяется изготовление заготовок зубчатых колес с предварительным получением зубчатого венца, что позволяет сэкономить материал, снизить трудоемкость механической обработки и улучшить расположение волокон материала.
Предварительное формообразование зубчатого венца осуществляется штамповкой или горячим и холодным накатыванием зубьев. Полученные заготовки для снятия внутренних напряжений и улучшения их обрабатываемости подвергаются термообработке – нормализации и отжигу.
Коэффициент использования материала при изготовлении зубчатых колес составляет 0,40…0,75.