

Изгибы коаксиальных линий.
Изгибы жестких коаксиальных линий выполняются под углом 900 в виде двух пересекающихся под прямым углом труб спаянных по сгибу Рис.52 (а) либо в виде скругленных колен Рис.52 (б) внутри которых располагается центральный проводник линии.
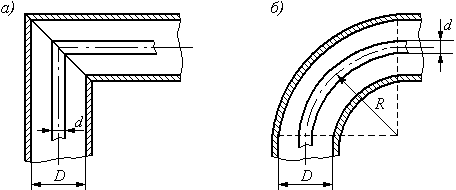
Рис. 52. Прямоугольный (а) и плавный (б) изгибы коаксиальной линии
Эквивалентная
схема коаксиального уголка может быть
представлена в виде отрезка линии длиной
 в
середине которого включена параллельная
емкость Рис.10 (б).
в
середине которого включена параллельная
емкость Рис.10 (б).
Рис. 10. Диэлектрическая опорная шайба простейшей формы в коаксиальной линии (а) и ее схема замещения отрезком линии и емкостью (б): 1 - внутренний проводник; 2 - внешний проводник; 3 – диэлектрическая опорная шайба
Лекция от 15,05,2013
Для улучшения
согласования уголкового изгиба необходимо
уменьшить паразитную емкость изгиба,
что достигается 2 способами: уменьшением
диаметра центрального проводника
 (рис.53) или срезом центрального проводника
на величину
(рис.53) или срезом центрального проводника
на величину
 (рис.53б).
В ряде случаев, для уменьшения отражения
при изгибе на 90* применяют 2 уголка по
45* каждый, расположенные на расстоянии
.
Для улучшения согласования длина плавных
изгибов должна быть кратной
.
(рис.53б).
В ряде случаев, для уменьшения отражения
при изгибе на 90* применяют 2 уголка по
45* каждый, расположенные на расстоянии
.
Для улучшения согласования длина плавных
изгибов должна быть кратной
.
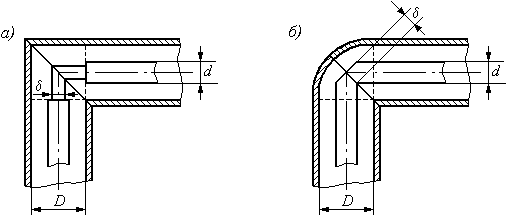
Рис. 53. Прямоугольные изгибы с коррекцией неоднородностей
Такие волноводы предназначены для соединения жестких волноводов со смещенными или пересекающимися осями. Основные требования к таким волноводам: гибкость, механическая прочность, обеспечение минимальных потерь при включении в ЛП. Конструкция гибкого волновода приведена на рис.54.
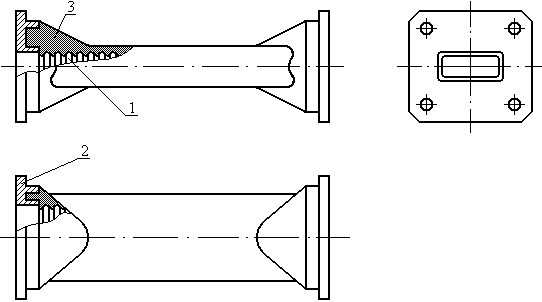
Рис. 54. Гибкий волновод: 1 – гофрированная волноводная труба; 2 – соединительные фланцы; 3 – резина
Он состоит
из гофрированной волноводной трубы
прямоугольного сечения 1) с соединительными
фланцами 2) на концах. Для предохранения
от коррозии и увеличения срока службы
внешняя поверхность такого волновода
покрывается слоем резины 3). Сильное
влияние на механические и электрические
свойства гибкого волновода оказывает
геометрия гофра. Правильно выбранная
геометрия обеспечивает изгиб с малым
радиусом в Е и Н плоскостях без изменения
поперечного сечения волновода. Для
снижения влияния неоднородностей,
вызванных гофрированной структурой
стенок волновода, глубину гофрирования
делают значительно меньше длины волны
в волноводе. ( )
На рис.55 приведена форма гофр, обеспечивающих
наилучшие механические и электрические
характеристики.
)
На рис.55 приведена форма гофр, обеспечивающих
наилучшие механические и электрические
характеристики.
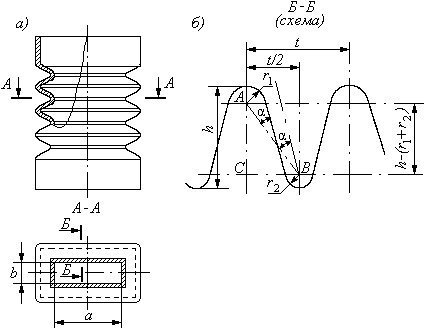
Рис. 55. Участок гофрированной бесшовной трубы (а) и форма гофра (б)
Верхняя и нижняя части гофра выполняются закругленными, причем радиус закругления выбирается в соответствии с толщиной стенки волновода и материалом волноводной трубы. Например, для латуней марок Л62 и Л68 такой радиус должен быть не менее чем в 5 раз больше исходной толщины стенки волновода, а для бериллиевой бронзы – в 6 раз. Высота гофра, как правило, составляет от 0.7 до 0.8 . Технологический процесс изготовления гибкого волновода включает следующие операции:
Получение заготовки
Гофрирование волноводной трубы
Сборка с фланцами
Покрытие наружной поверхности волновода резиной
В случае необходимости – серебрение контактных поверхностей фланца и внутренней поверхности волноводной трубы.
Гофрированные волноводные трубы изготавливают из тонкостенных (0.12…0.4 мм) латунных труб (марок Л62, Л68, Л96) с малым разбросом по толщине стенки и высокой чистотой внутренней поверхности. При этом прямоугольные заготовки получают из тонкостенной круглой трубы. В качестве заготовок целесообразно выбирать трубы повышенной точности. Переход от круглого поперечного сечения к прямоугольному осуществляется волочением. Гофрирование волноводных труб выполняется двумя основными методами: формовка жестким пуансоном и формовка эластичным пуансоном по жесткой матрице. Первый метод включает следующие способы:
Профилирование на зубчатой оправке
Профилирование разжимным пуансоном
Зафиксированное обжатие гофра
В качестве примера рассмотрим 1й способ. При данном способе волноводная труба надевается на зубчатую рейку, а конец трубы заправляется во впадину рейки. Рейка с надетой на нее трубой прокатывается через фильерное устройство, состоящее из 4 шестерен (рис.56).

Рис. 56. Фальер из зубчатых колес для гофрирования.
Зубья шестерен входят в зацепление с рейкой и за счет этого происходит обкатывание трубы с четырех сторон (рис.57)
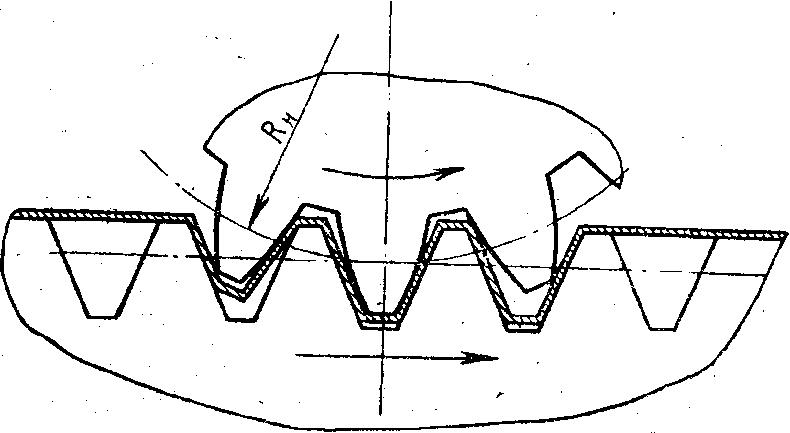
Рис. 57. Схема формования гофра
После того, как рейка протягивается фильером в одном направлении и на поверхности создаются гофры, вращаясь в обратную сторону шестерни фильера способствуют извлечению гофрированой секции вместе с оправкой. Вращение с частотой n=10 об/мин при прямом ходе и n=20 об/мин при обратном осуществляют или вручную (при единичном) или от электродвигателя через редуктор (при массовом производстве). При вращении от электродвигателя необходимо предусмотреть ограничительные выключатели по длине рейки (концевики) и реверс движения. Рассмотренный способ обеспечивает неизбежную погрешность формы гофры. Это связано с тем, что в конструкции зубчатой оправки и фильера всегда должен присутствовать зазор. Вытяжка металла стенки заготовки получается неравномерной. Кроме того, возникают трудности с выполнением требования строгой периодичности изменения размеров поперечного сечения за счет набегания погрешности по шагу зубьев рейки. По сравнению с другими способами лучшими характеристиками обладает способ изготовления гофрированных волноводных труб с зафиксированным обжатием гофры. Он обеспечивает высокую точность размеров гофрированных труб, но с другой стороны, характеризуется высокой трудоемкостью и ухудшением чистоты внутренней поверхности трубы по сравнению с исходной. Указанные недостатки отсутствуют при изготовлении гофрированной трубы последовательной вытяжкой с помощью резинового пуансона.