19 Виключення складових частин, деталей візка
13 Інвентаря
19.1 Виключення литих деталей візків із інвентаря та їхнє відправлення в металобрухт дозволяється проводити в вагонних депо і на вагоноремонтних заводах.
19.2Литі деталі бракують у таких випадках:
- бокові рами - при зносі опорної поверхні буксового прорізу з переходом на тіло рами понад 4 мм, при наявності тріщин в будь-якій частині, незалежно від розміру, які не підлягають ремонту при строкові експлуатації більше ЗО років (крім тих, на які продовжено термін служби);
-надресорні балки - при наявності: строку експлуатації більше ЗО років, крім тих, на які подовжено термін експлуатації; тріщин у нижньому поясі та на вертикальних стінках балки; поперечних тріщин на верхньому поясі; товщини опорної поверхні підп'ятника менше 15 мм; тріщин на підп'ятнику сумарною довжиною понад 250 мм; тріщин кільцевих, які знаходяться ближче 80 мм від центра підп'ятника, тріщин від технологічних отворів уздовж осі довжиною понад 250 мм кожна.
Бракування литих деталей проводиться відповідно до вимог таблиць 11.1 і 11.2.
19.3 З'єднувальні балки підлягають виключенню в металобрухт при наявності несправностей більше допустимих, що вказані в Інструкції СІ4.99 та Інструкції ЦВ-0019.
19.4 Литі деталі візків та з'єднувальні балки чотиривісних візків виключає в металобрухт комісія у складі:
- у вагонних депо - начальника депо (старшого майстра), інженера з приймання вагонів та майстра цеху;
- на вагоноремонтних заводах - головного інженера, начальника ВТК та начальника візкового цеху.
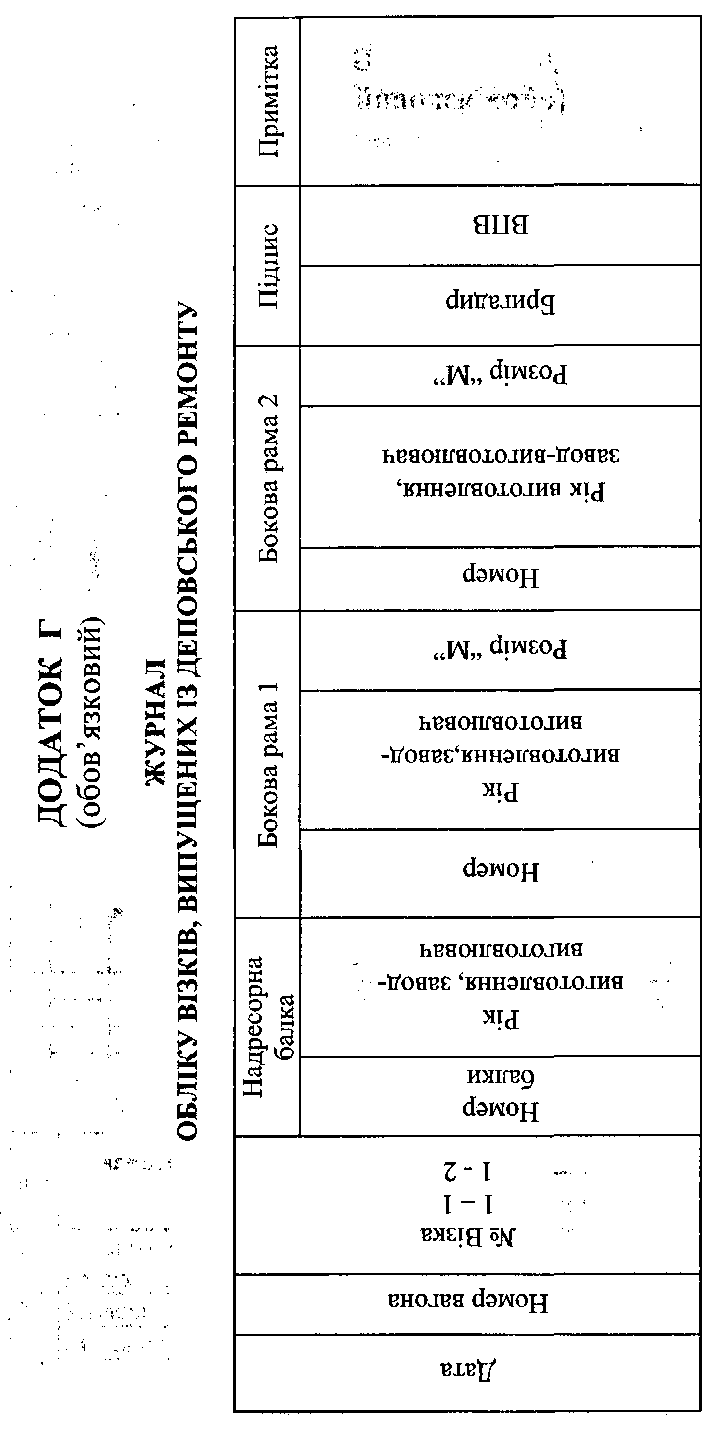
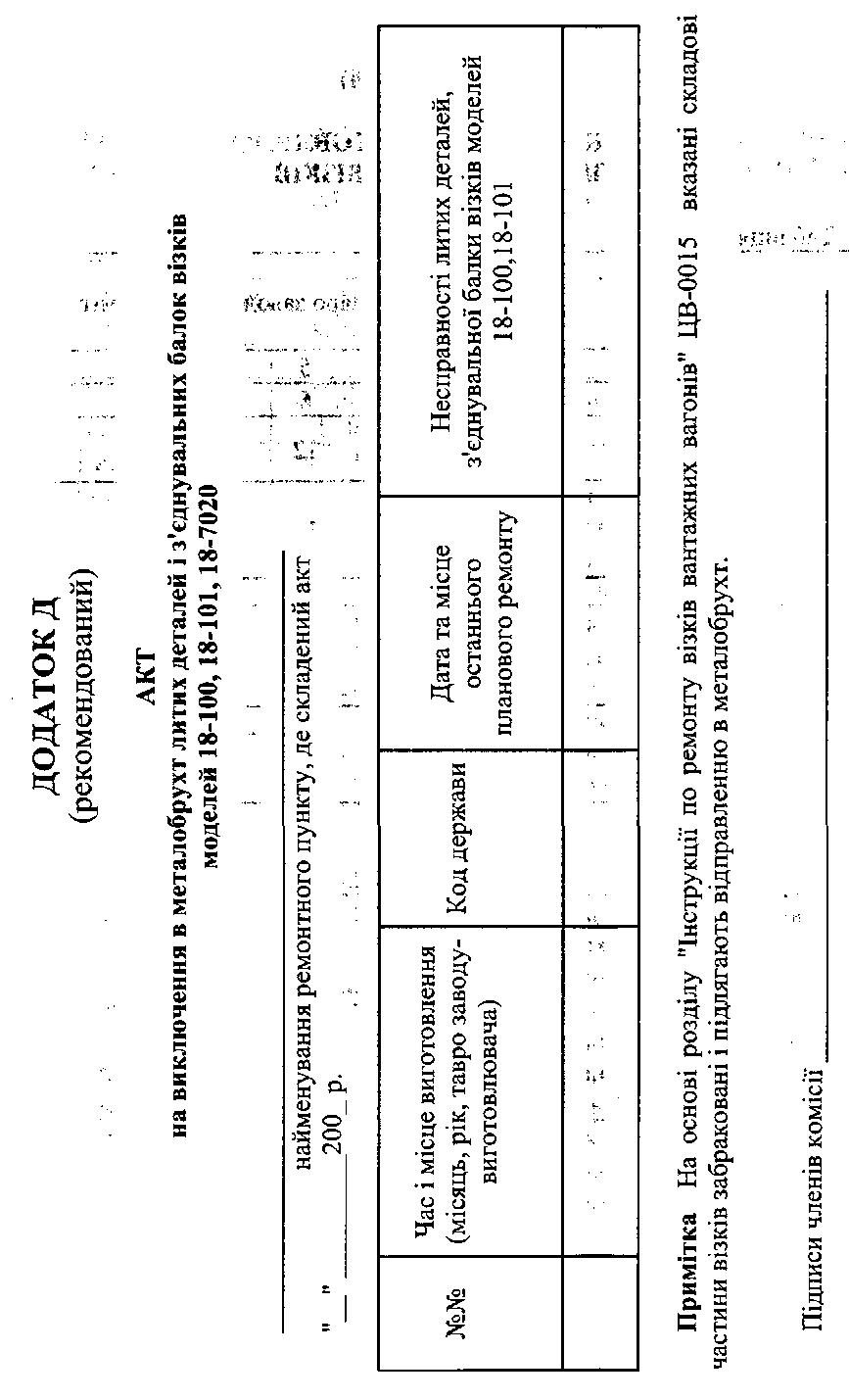
19.5 Виключення литих деталей візка в металобрухт оформляють актом (додаток Д).
20 Гарантія на ремонт візків
20.1 Підприємства Державної адміністрації залізничного транспорту України, що ремонтують візки вантажних вагонів, у тому числі модернізовані згідно з вимогами проекту С 14.01 та Інструкції С 03.04, несуть гарантійну відповідальність за якісний ремонт до наступного планового ремонту, рахуючи від дати підписання повідомлення про закінчення ремонту вагона форми ВУ-36М.
20.2 На візки вантажних вагонів, які не витримали строку гарантії, оформляються акти-рекламації форми ВУ-41 в порядку, встановленому Укрзалізницею.
ДОДАТОК А
(обов'язковий)
Дефекти заклепкових з'єднань, способи їхнього виявлення та усунення, а також дозволені відхилення
Таблиця А1
№ |
Дефект |
Ескіз |
Допустимі відхилення |
Спосіб виявлення дефекту |
Спосіб усунення дефекту |
|
1 |
Коливання або зміщення головки при обстукуванні молотком |
|
Не допускається |
Обстукував- ня молотком масою 0,4 кг |
Заміна заклепки |
|
2 |
Нещільне прилягання головки по всьому контуру головки |
|
Не допускається |
Зовнішній огляд, перевірка щупом |
Заміна заклепки |
|
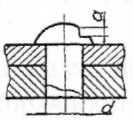
3
|
Насікання поверхні головки
|
|
d |
а не > |
Зовнішній огляді вимірювання |
Заміна заклепки |
6 |
0,5 |
|||||
8-10 |
0,7 |
|||||
12-20 |
1,5 |
|||||
22-26 |
2,0 |
|||||
28 і > |
2,5 |
|||||
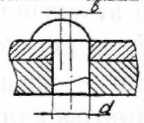
4 |
Зміщення головки відносно осі |
|
Допускається при b не більше 0,15 d |
Зовнішній огляд |
У випадку b більше 0,15 d заклепка підлягає заміні |
|
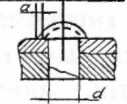
5 |
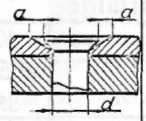
Недооформ-лення головки |
|
Допускається при а не більше 0,15 d |
Перевірка шаблоном |
У випадку а більше 0,15 d заклепка підлягає заміні. |
|
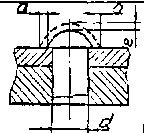
6 |
Зменшена головка |
|
Допускається при: 2а - не більше 0,1 d е - не більше 0,05 d |
Перевірка шаблоном |
У випадку 2а більше 0,14 е-більше 0,05 d заклепка підлягає заміні1 |
|
Кінець таблиці А1
7
|
Дефект |
Ескіз |
Допустимі відхилення |
Спосіб виявлення дефекту |
Спосіб усунення дефекту |
|
Циліндричний поясок біля основи головки
|
|
d |
а не > |
Перевірка шаблоном, вимірювання
|
Видалення вінчика без пошкодження основного металу
|
|
6 |
1,0 |
|||||
8-14 |
2,0 |
|||||
16-20 |
3,0 |
|||||
22 і > |
5,0 |
|||||
8
|
Насікання металу деталі обжимкою навколо замикаючої головки |
|
d |
а не > |
Зовнішній огляд, вимірювання
|
Розбирання з'єднання, заварювання насічок, заміна заклепки |
6-8 |
0,2 |
|||||
10-20 |
0,3 |
|||||
22-27 |
0,4 |
|||||
30-36 |
0,5 |
|||||
9 |
Тріщини в головці |
|
Не допускається більше трьох тріщин по периметру основи головки довжиною більше 1,5 мм кожна |
Зовнішній огляд |
Заміна заклепки |
|
10 |
Виступаюча потаємна головка |
|
Не допускається |
Перевірка шаблоном |
Зачистити до рівня площини деталі |
|
11
|
Зменшена потаємна головка
|
|
d |
а не > |
Зовнішній огляд і вимірювання шаблоном
|
Заміна заклепки
|
6-8 |
0,3 |
|||||
10-20 |
0,5 |
|||||
22-27 |
0,7 |
|||||
30-36 |
1,0 |
|||||
12
|
Недостатнє заповнення потаємної головки отвору |
|
Допускається при а не більше 0,1 d |
Зовнішній огляд, вимірювання |
У випадку а більше 0,1 d заклепка підлягає заміні |
|

ДОДАТОК Б
(обов'язковий)
Картка ремонту візків вагона №□ □ □ □ □ □ □ □
Модель_____________Дата ремонту______________№ візка____________
Підкочені під вагон №_____________
1 .Колісні пари
№ візка |
№ колісної пари |
Дата ремонту |
Відмітка про наплавку гребенів та відкол поверхні кочення |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2. Ремонт надресорних балок
№ візка |
№ балки |
Завод-виготовлюв-лювач |
Рік виготовлення |
Вімітка про проведення ППС |
Прізвище та підпис осіб, проводивших ремонт та приймання |
||
Бригадир-виконавець |
майстер |
Працівник ВТК |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3. Ремонт бокових рам візків
№ візка |
№ балки |
Завод-виготовлювач |
Рік виготовлення |
Вімітка про проведення ППС |
База |
Прізвище та підпис осіб, проводивших ремонт та приймання |
||
Бригадир-виконавець |
майстер |
Працівник ВТК |
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4. модернізація
п/п |
Найменування модернізації |
Код модернізації |
Майстер |
Працівник ВТК |
1 |
Модернізація кріплення кріпильних кришок сталевих букс |
3129 |
|
|
2 |
Модернізація візків по Проекту С 14.01 |
3108 |
|
|
3 |
Модернізація візків згідно Інструкції С 03.04 |
|
|
|
ДОДАТОК В
(обов'язковий)

Рисунок В.8 - Коди належності державам і місця їхнього розташування на деталях вагонів