

15 Перевірка якості ремонту
15.1 Проміжній перевірці якості ремонту підлягають:
-колісні пари, що підкочують під візок (виконують бригадири
та майстри колісного цеху);
-буксові вузли колісних пар, що підкочують під візок (виконують бригадири та майстри дільниці ремонту та комплектування букс з роликовими підшипниками всіх типів);
- з'єднувальні балки чотиривісних візків;
- надресорні балки;
- бокові рами візків з фрикційними планками;
- фрикційні клини;
- пружини та їхнє комплектування; -деталі гальмової важільної передачі.
15.2 Перевірку якості ремонту деталей та вузлів повинні проводити бригадири, майстри й керівники ремонтних підприємств, а також працівники ВТК та заводської лабораторії на заводах, інженери з приймання вагонів у депо.
15.3 Перевірку якості ремонту виконувати візуально, а також із використанням шаблонів, засобів вимірювальної техніки згідно з Проектом К15.97 та інших, за методикою, викладеною у "Збірнику технічних описів на засоби вимірювання, які використовуються Для ремонту двовісних візків моделі 18-100 вантажних вагонів" Kl5.97-0.000.00.00 ТО, Методичних вказівках ЦВ-0067, Комплекті Документів ЦВ-0091 та Керівництві ЦВ-0032.
16 Нанесения тавр, знаків марковання та кодів
НАЛЕЖНОСТІ ДО ДЕРЖАВИ
16.1 На деталях візка, після проведення неруйнівного контролю, завершення ремонтних робіт та їхнього прийняття робітниками ВТК й інженерами з приймання вагонів, повинні бути поставлені тавра і знаки маркування відповідно до Інструкції ЦВ-0052 та цієї Інструкції.
Деталі з нанесеними таврами та знаками маркування вважаються відремонтованими.
16.2. Маркування справних деталей візків проводить бригадир.
16.3 Справні і відремонтовані бокові рами та надресорні балки, які пройшли неруйнівний контроль, підлягають маркуванню ударним способом з указанням присвоєного номера заводу, депо й дати перевірки (рисунки 16.1, 16.2).
Для всіх підприємств установлені однакові форми і розміри тавр.
Цифри, що вказують умовний номер заводу або депо, які проводили неруйнівний контроль деталі, повинні бути розташовані в рамці 14x10 мм. Висота цифр тавр 6 мм, глибина - 0,25 мм.
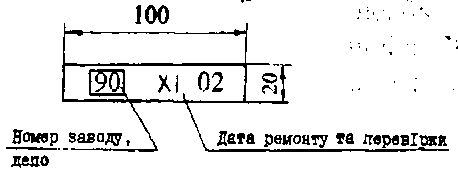
Рисунок 16.1 - Тавра підприємства, яке робило ремонт
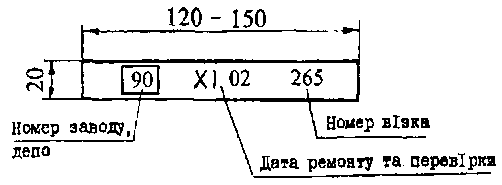
Рисунок 16.2 - Тавра підприємства, яке робило ремонт
16.4 Тавра наносити на кожній боковій рамі візка на верхньому поясі, на ділянці зліва від початку приливка, вище приймальних клейм підприємства-виготовлювача (рисунок 16.3).
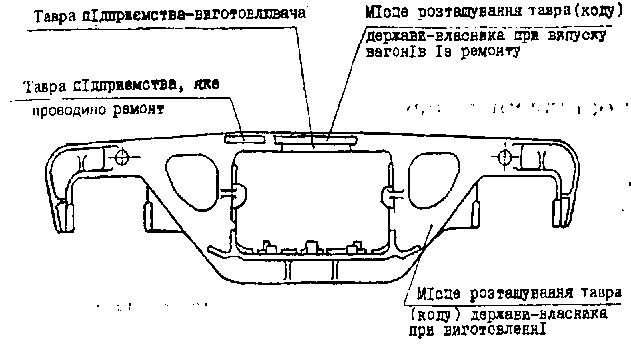
Рисунок 16.3 - Місця розташування тавр на боковій рамі
Крім того, на вагоноремонтних заводах на бокових рамах зібраного візка, після тавра номера заводу, дати перевірки, наноситься порядковий номер візка, наростаючий з першого числа кожного місяця. Висота цифр тавра від 10 мм до 12 мм. Номер візка наноситься без рамки.
16.5 Місце поставлення тавр на надресорних балках розташовується на верхньому поясі праворуч від полиці для кріплення кронштейна важеля мертвої точки, між підп'ятником та правою опорою ковзуна (рисунок 16.4).
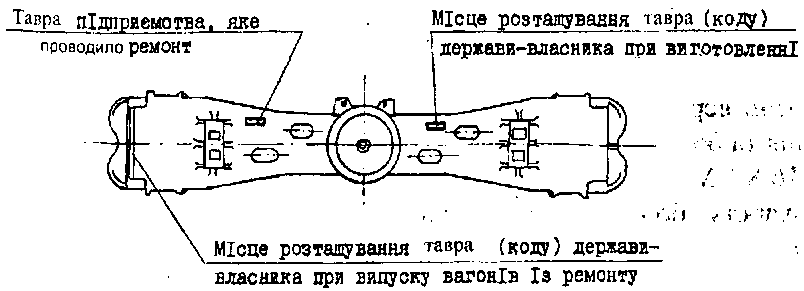
Рисунок 16.4 - Місця розташування тавр на надресорній балці
16.6 Тавра повинні наноситись на поверхню, зачищену шліфувальною машинкою.
При черговому плановому ремонті раніше поставлені тавра щодо попередніх капітальних чи деповських ремонтів видаляються зачищенням шліфувальною машинкою.
Місце поставлення тавр повинне бути обведене білилом.
16.7 Поставлення тавр належності державі повинне проводитись при капітальному і деповському ремонтах шрифтом №10 в рамці 20x15 мм з обрамленням білилом (рисунок 16.5).
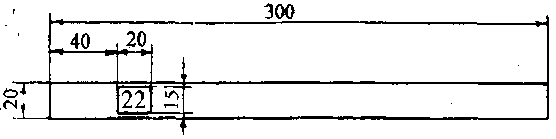
Рисунок 16.5 - Тавро держави-власника
16.8 Місця доставлення тавр належності державі на боковій рамі візка вказані на рисунках 16.3.
16.8.1 Тавра на боковій рамі візка наносяться на ділянці від початку приливка вище приймальних тавр заводу-виготовлювача.
16.8.2 Місце нанесення тавр визначається за допомогою трафарету або металевої лінійки і зачищається шліфувальною машинкою з абразивним кругом шириною 20 мм.
16.8.3. Тавра наносяться на кожній боковій рамі візка.
16.8.4 Місця поставлення тавр належності державі на надресорній балці візків вантажних вагонів показано на рисунку 16.4.
16.8.5 Тавра на надресорній балці наносяться на видимій частині верхньої горизонтальної площини на відстані 20 мм від її торця та бокової грані.
16.8.6 Місця поставлення тавр визначаються за допомогою трафарету або металевої лінійки.
Перед поставленням тавр проводиться зачищення місця шліфувальною машинкою.
16.9 Фрикційні клини, які пройшли дефектацію та ремонт підлягають маркуванню ударним способом таврами шрифтом №10 із нанесенням присвоєного номера підприємства, яке проводило ремонт, місяця і року проведення ремонту на верхній поверхні клина (рисунок 16.6).
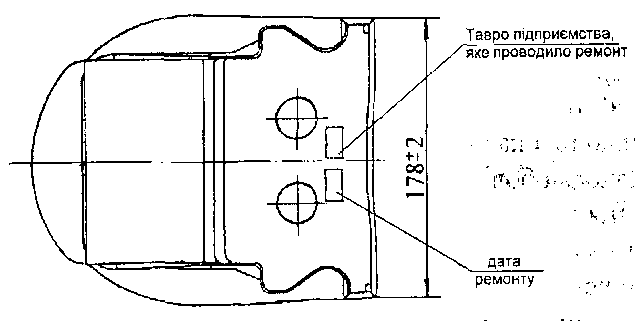
Рисунок 16.6 - Місце розташування тавра на фрикційному клині
16.10 Контроль за якістю нанесення тавр і відповідністю місць їхнього поставлення при деповському і капітальному ремонтах здійснює майстер або бригадир дільниці ремонту візків.
При прийманні вагонів після ремонту наявність та якість тавр належності державі та відповідність місць їхнього поставлення контролюються інженерами з приймання вагонів у депо, майстрами ВТК та інспектором-приймальником - на заводах.