

Суммарные отклонения и допуски формы и расположения поверхностей
Суммарным отклонением формы и расположения называется отклонение, являющееся результатом совместного проявления отклонения формы и отклонения расположения рассматриваемой поверхности или рассматриваемого профиля относительно заданных баз.
Суммарные отклонения и допуски формы и расположения поверхностей
Наименование отклонения |
Наименование допуска |
У |
Радиальное биение Торцевое биение Биение в заданном направ-1ении |
Допуск радиального биения Допуск торцевого биения Допуск биения в заданном направлении |
|
Полное радиальное биение Полное торцевое биение |
Допуск полного радиального биения Допуск полного торцевого биения |
|
Отклонение формы заданного трофиля |
Допуск формы заданного профиля |
|
Отклонение формы заданной товерхности |
Допуск формы заданной поверхности |
|
Количественно суммарные отклонения оцениваются по точкам реальной нормируемой поверхности относительно прилегающих базовых элементов или их осей.
Предел, ограничивающий допускаемое значение суммарного отклонения формы и расположения, называется суммарным допуском формы и расположения.
Поле суммарного допуска формы и расположения — это область в пространстве или на заданной поверхности, внутри которой должны находиться все точки реальной поверхности (профиля) в пределах нормируемого участка. Это поле имеет заданное номинальное положение относительно баз. Суммарный допуск относится ко всей поверхности или профилю любого сечения в том случае, если не задан нормируемый участок.
ЗАВИСИМЫЕ И НЕЗАВИСИМЫЕ ДОПУСКИ
Независимым называется допуск расположения или формы — допуск, числовое значение которого постоянно для всей совокупности деталей, изготавливаемых по данному чертежу, и не зависит от действительного размера рассматриваемого или базового элемента.
Эти допуски применяют тогда, когда требуется обеспечить не только сборку сопрягаемых поверхностей, но и обеспечить правильное функционирование (отсутствие биения, выдержать равномерность зазора, герметичность и т. д.). Независимые допуски назначаются при нормировании требований к расположению посадочных мест под подшипники качения, допуски отверстий под валы зубчатых передач, допуски соосности направляющих и рабочих поверхностей и т. д. Если в обозначении или тексте нет специальных указаний, такой допуск считается независимым. При независимых допусках расположения годность изделия по данному параметру проверяют универсальными измерительными средствами, а измерения должны осуществляться таким образом, чтобы на результаты измерения не влияли отклонения размеров элементов, расположение которых определяется.
Зависимым допуском расположения или формы называется переменный допуск расположения или формы, минимальное значение которого указывается в чертеже или технических требованиях и которое допускается превышать на величину, соответствующую отклонению действительного размера прилегающего рассматриваемого и (или) базового элемента данной детали от наибольшего предельного размера вала или наименьшего предельного размера отверстия. назначение зависимых допусков не всегда возможно с конструктивной точки зрения.
Как правило, эти допуски рекомендуется назначать в тех случаях, когда требуется обеспечить только собираемость (допуски расположения сквозных отверстий под крепление детали, допуски соосности ступенчатых валов и втулок с зазором и т. д
38 Шероховатость. Основные понятия.
ОБЩИЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Волнистость и шероховатость поверхности — это периодически повторяющиеся выступы и впадины на поверхности. Отличие между погрешностями формы, волнистостью и шероховатостью можно условно разделить по отношению шага неровностей Sw к высоте неровностей Wz.
Если![]() то
такие отклонения относят к шероховатости
то
такие отклонения относят к шероховатости
поверхности, если![]() —
к волнистости, а,при
—
к волнистости, а,при![]()
к отклонениям формы. Естественно, что такое разделение не является строгим.
Шероховатостью поверхности называют совокупность неровностей с относительно малыми шагами, образующих рельеф поверхности детали и рассматриваемых в пределах базовой длины /.
Шероховатость обработанной поверхности является следствием пластической деформации поверхностного слоя при образовании стружки, копирования неровностей кромок режущего инструмента и трения его о деталь, вибраций, неоднородности материала заготовки и других причин. Количественно шероховатость поверхности устанавливается независимо от способа ее обработки.
ПАРАМЕТРЫ ШЕРОХОВАТОСТИ
ГОСТ 2789—73 предусматривает следующие параметры для оценки шероховатости поверхности детали:
высотные:
Rа — среднее арифметическое отклонение профиля,
Rz — высота неровностей профиля по 10 точкам,
Rmax — наибольшая высота профиля;
шаговые:
S — средний шаг неровностей профиля по вершинам,
Sm — средний шаг неровностей профиля по средней линии,
tp — относительная опорная длина профиля.
Определение этих параметров производится в пределах базовой длины.
Базовой линией (поверхностью) называется линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности.
Базовая длина I — это длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности, и для количественного определения ее параметров.
Базовые длины устанавливаются с учетом эксплуатационных особенностей. Так как базовая длина позволяет учесть только те неровности, шаг которых меньше базовой длины, то числовые значения базовых длин определяются по неровностям, свойства которых нормируются.
Для многих типов поверхностей, обработанных различными методами, неровности, относимые к шероховатости, имеют устойчивую связь средних шагов с высотными параметрами, что позволяет увязать значения базовой длины со значениями высотных параметров (табл.).
Средней линией профиля т называется базовая линия, имеющая форму номинального (геометрического) профиля поверхности и делящая действительный профиль так, что в пределах базовой длины / сумма квадратов расстояний ух, у2, ..., уп точек профиля до этой линии минимальна.
В системе М числовые значения параметров шероховатости определяются следующим образом.
Среднее арифметическое отклонение профиля Ra — среднее арифметическое из абсолютных значений отклонений профиля у в пределах базовой линии.
ОБОЗНАЧЕНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТЕЙ
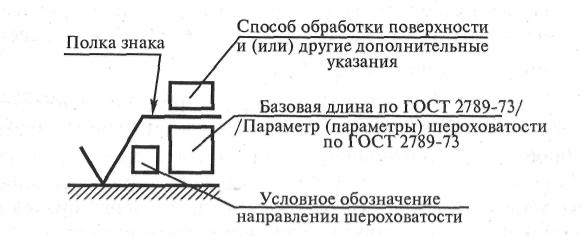
Структура условного обозначения шероховатости на чертежах
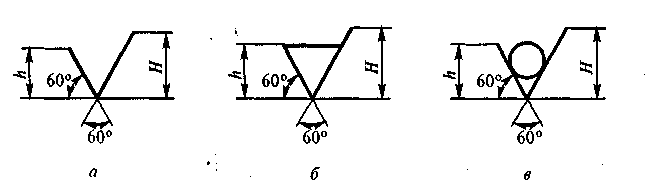
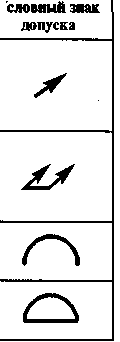
Условные знаки для обозначения шероховатости
В обозначении шероховатости поверхности, вид обработки которой конструктором не устанавливается, применяется знак на рис. а.
В обозначении шероховатости поверхности, которая должна быть образована удалением слоя материала, например точением, сверлением, полированием и т. п., применяют знак, указанный на рис, б.
В обозначении шероховатости поверхности, которая должна быть образована без удаления слоя материала, например литьем, волочением, штамповкой и т. п., применяют знак, указанный на рис в. Этим же знаком обозначаются поверхности, которые не обрабатываются по данному чертежу.
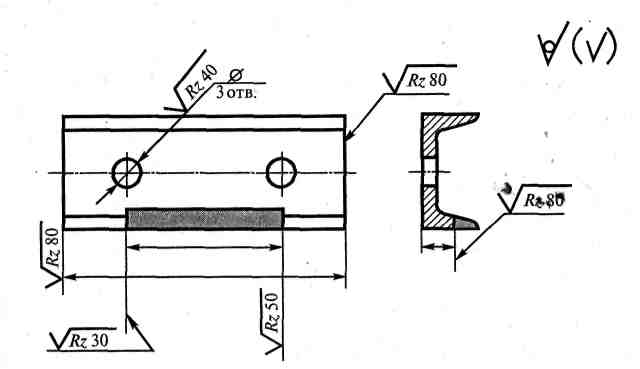
Значение параметра шероховатости по ГОСТ 2789 указывают в обозначении шероховатости:
для параметра Ra — без символа, например 0,1
для остальных параметров — после соответствующего символа, например:

При указании наибольшего значения
параметра шероховатости в обозначении
приводят параметр шероховатости без
предельных отклонений, например:![]()
При указании наименьшего значения параметра шероховатости после обозначения параметра следует указывать «min»
При указании диапазона значений параметра шероховатости поверхности в обозначении шероховатости приводят пределы значений параметра, размещая их в две строки, например:
![]()
В верхней строке приводят значение параметра, соответствующее более грубой шероховатости.

Обозначение шероховатости части поверхностей, не обрабатываемых по данному чертежу