

2.4 Технологическая последовательность сборки изделия под сварку
Строительство ворот для гаража начинается с изготовления крепежной рамы. Она состоит из двух частей: внутреннего и внешнего каркаса из стального уголка (65×65 мм). Для работы потребуется: болгарка и сварочный аппарат, рулетка, угольник.

Требуемая высота и ширина гаражных ворот является ориентиром для изготовления рамы. Отмеряем и отрезаем заготовки для нее из металлического уголка (сечение 16-20 см). На плоской поверхности формируем будущий каркас строго по уровню (используем подкладки) и выставляем углы с помощью угольника. Проверив диагонали конструкции (они должны быть одинаковыми), аккуратно свариваем ее.
 Внешняя
сторона каркаса должна быть идеально
ровной, чтобы ворота плотно прилегали
к его поверхности. Поэтому сварочные
швы зашлифовываем. Чтобы укрепить углы
рамы, к ним вертикально приваривают
рычаг, сделанный из остатков уголка.
Внешняя
сторона каркаса должна быть идеально
ровной, чтобы ворота плотно прилегали
к его поверхности. Поэтому сварочные
швы зашлифовываем. Чтобы укрепить углы
рамы, к ним вертикально приваривают
рычаг, сделанный из остатков уголка.
ІІ. Каркас ворот
Для того чтобы сделать ворота своими руками, необходим каркас для двух распахивающихся створок, к каждому из которых прикрепят металлическое полотно. Для его изготовления используют профиль (например, 60×20 мм). Направляющие вставляют в раму, тщательно выравнивают расположение каждой стороны будущих ворот. Между ними оставляют зазор (≤ 20 мм) для свободного движения створок. Тщательно проверив прямые углы каркаса, профили сваривают. Обрешетка для ворот готова.

ІІІ. Обшивка каркаса железным полотном
Следующий этап – сварка гаражных ворот. Для этого используют оцинкованное железное полотно толщиной 2-3 мм. Выкраивают нужный размер с учетом обязательного наложения створок друг на друга на 1-2 см, то есть правое полотно ворот нахлестывается на левую сторону. Сваривать начинаем снизу, затем еще раз перепроверив положение полотна, окончательно прикрепляют его к каркасу.


Укрепление гаражных ворот
Для этих целей рекомендуется сделать усиление гаражных ворот: на высоте 1 м. приварить горизонтальный металлический пояс.
IV. Установка запора и петель
Также на ворота для гаража устанавливают силовые петли: верхнюю часть приваривают к наружной створке, а нижнюю часть – к раме гаража. Для прочного сварочного соединения используют изогнутую полоску металла (толщина 5-7 мм), которая прикладывается к верхней половине петли и створке ворот. Дополнительно используют внутреннюю вкладку из арматуры, чтобы изнутри упрочнить соединение.
Засов необходим для надежной фиксации положения ворот. Самый простой способ решить проблему: использовать конструкцию с вертикальным штырем. Для этого в полу и потолке проделывают соответствующие отверстия. Направляющие петли для засова приваривают к каркасу ворот, для штыря используют трубу диаметром 20-25 мм.

2.5. Выбор сварочных материалов
Углекислый газ
Сварочная проволока
Преимущество сварки в среде СО2 - большая скорость сварки и глубокое проплавление. Основной недостаток - крупнокапельный перенос электродного металла и высокий уровень разбрызгивания. Поверхность сварного шва при сварке в среде СО2 обычно сильно окислена.
 Углекислый
газ СО2
не умеет цвета и запаха. Получают из
газообразных продуктов сгорания кокса
или при обжиге известняка. Для целей
сварки используют сварочную углекислоту
(ГОСт 8050-64»Углекислый газ сжиженный»).
Углекислый
газ СО2
не умеет цвета и запаха. Получают из
газообразных продуктов сгорания кокса
или при обжиге известняка. Для целей
сварки используют сварочную углекислоту
(ГОСт 8050-64»Углекислый газ сжиженный»).
Жидкую двуокись углерода высокого давления поставляют в баллонах (ГОСТ 949-73) вместимостью до 40л, в спец.таре по нормативно-технической
документации для автотранспорта. Баллоны с двуокисью углерода окрашиваются в черный цвет с желтой надписью <СО2 сварочный>. В табл. приведены технические требования, предъявляемые к диоксиду углерода.
 Табл.
1 Технические требования к диоксиду
углерода (углекислому газу).
Табл.
1 Технические требования к диоксиду
углерода (углекислому газу).
Я использовал углекислый газ из баллона объемом 40 л.
Т ехнические
характеристики:
ехнические
характеристики:
Объем - 40 л.
Рабочее давление - 14,7 МПа (150 кгс/см2)
Диаметр - 219 мм.
Высота - 1400 мм.
Толщина стенок - 3мм.
Материал: сталь В Ст.3 сп.
Масса пустого баллона - 77 кг.
Сварочную проволоку использовал марки СВ-08А.
СВ - сварочная проволока
08- содержание углерода
А - сталь чистая без примесей.
.
В обозначение марки проволоки входит индекс Св - сварочная, за ним через дефис следуют цифры и буквы. Первые две показывают содержание углерода в сотых долях процента. Обозначение легирующих элементов в металле проволоки и их количества аналогично обозначениям в типах наплавленного металла высоколегированных электродов (Таблица 2).
 Табл.2
Марки электродной проволоки для стержня.
Табл.2
Марки электродной проволоки для стержня.
|
Химический состав, % |
||||||||
Марка |
C |
Si |
Mn |
Cr |
Ni |
Mo |
S |
P |
|
|
|
|
|
|
|
|
Не более |
||
Св-08 |
До 0,10 |
До 0,03 |
0,35-0,60 |
До 0,15 |
До 0,30 |
- |
0,04 |
0,04 |
|
Св-08А |
До 0,10 |
До 0,03 |
0,35-0,60 |
До 0,12 |
До 0,25 |
- |
0,03 |
0,03 |
|
Св-08АА |
До 0,10 |
До 0,03 |
0,35-0,60 |
До 0,10 |
До 0,25 |
- |
0,02 |
0,02 |
|
Основные параметры режима дуговой сварки: диаметр электрода, величина, род и полярность тока, напряжение на дуге, скорость сварки, число проходов. Дополнительные параметры: величина вылета электрода, состав и толщина покрытия электрода, положение электрода, положение изделия при сварке, форма подготовленных кромок и качество их зачистки. Выбор диаметра электрода Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, катета шва, а также вида соединения и формы кромок, подготовленных под сварку. Для того чтобы правильно выбрать диаметр электрода, можно воспользоваться таблицей 1. Таблица 1. Примерное соотношение диаметра электрода и толщины свариваемых деталей
Опытные сварщики силу тока определяют экспериментальным путем, ориентируясь на устойчивость горения дуги. Для тех, кто еще не имеет достаточного опыта, разработаны следующие расчетные формулы: Для наиболее распространенных диметров электрода (3 -6 мм) Сила тока с порошковой проволокой 300-400 А 2.6 Технологическая последовательность выполнения сварки изделия |

 Режимы
дуговой сварки представляют собой
совокупность контролируемых параметров,
определяющих условия сварочного
процесса. Правильно выбранные и
поддерживаемые на протяжении всего
процесса сварки параметры являются
залогом качественного сварного
соединения. Условно параметры можно
разделить на основные и дополнительные.
Режимы
дуговой сварки представляют собой
совокупность контролируемых параметров,
определяющих условия сварочного
процесса. Правильно выбранные и
поддерживаемые на протяжении всего
процесса сварки параметры являются
залогом качественного сварного
соединения. Условно параметры можно
разделить на основные и дополнительные.
 Выбор
петель - ответственное мероприятие.
Наиболее подходят для выбранной
кон
Выбор
петель - ответственное мероприятие.
Наиболее подходят для выбранной
кон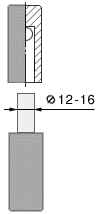 струкции
ворот так называемые "гаражные петли"
с диаметром внутреннего стержня не
менее 12 мм. Можно смело утверждать - чем
он больше, тем лучше. Обратите внимание
на качество изготовления петель. Прежде
всего - у хороших петель внутри находится
металлический шарик. Отберите для своих
ворот петли, у которых стержень входит
в другую половинку петли с минимальным
зазором. Люфт можно проверить, покачав
петлю в сборе "на излом". Если ворота
не будут иметь аномальные размеры по
ширине и высоте, то для ворот необходимы
4 петли. Далее описывается и все
рисунки показывают изготовление
конструкции ворот на 4-х петлях.
струкции
ворот так называемые "гаражные петли"
с диаметром внутреннего стержня не
менее 12 мм. Можно смело утверждать - чем
он больше, тем лучше. Обратите внимание
на качество изготовления петель. Прежде
всего - у хороших петель внутри находится
металлический шарик. Отберите для своих
ворот петли, у которых стержень входит
в другую половинку петли с минимальным
зазором. Люфт можно проверить, покачав
петлю в сборе "на излом". Если ворота
не будут иметь аномальные размеры по
ширине и высоте, то для ворот необходимы
4 петли. Далее описывается и все
рисунки показывают изготовление
конструкции ворот на 4-х петлях.
 Ко всем петлям с
двух сторон нужно приварить металлические
пластины (ушки) толщиной 5-6 мм. Их нужно
тщательно проварить по всему контуру
касания пластины с телом петли. Приварка
пластин имеет некоторые тонкости. Так,
если нужно сделать ворота несъемными
(чтобы нельзя было поддеть их ломиком
и проникнуть на территорию), то соблюдается
определенный порядок расположения
петель - они располагаются навстречу
друг другу. Для его выполнения лучше
перед приваркой разложить петли и
пластины на любой плоскости так, как
это показано на рисунке.
Раскладка петель
Сварка стоек и петель.
Ко всем петлям с
двух сторон нужно приварить металлические
пластины (ушки) толщиной 5-6 мм. Их нужно
тщательно проварить по всему контуру
касания пластины с телом петли. Приварка
пластин имеет некоторые тонкости. Так,
если нужно сделать ворота несъемными
(чтобы нельзя было поддеть их ломиком
и проникнуть на территорию), то соблюдается
определенный порядок расположения
петель - они располагаются навстречу
друг другу. Для его выполнения лучше
перед приваркой разложить петли и
пластины на любой плоскости так, как
это показано на рисунке.
Раскладка петель
Сварка стоек и петель.

 После
сварки каждая петля укладывается обратно
на свое место.
Ошибка в расположении петель и пластин
дает неприятные последствия - отрезать
пластину от петли и приварить заново
другую - не просто.
Теперь приступаем к заготовке приопорных
стоек для створок ворот. Принимаем, что
ворота будут иметь традиционную высоту
- 1,75 - 1,9 м.
После
сварки каждая петля укладывается обратно
на свое место.
Ошибка в расположении петель и пластин
дает неприятные последствия - отрезать
пластину от петли и приварить заново
другую - не просто.
Теперь приступаем к заготовке приопорных
стоек для створок ворот. Принимаем, что
ворота будут иметь традиционную высоту
- 1,75 - 1,9 м.

Отрезаем
от квадратного профиля два одинаковых
куска по 1,6 м. Резать можно болгаркой
или ножовкой, но торцы профилей должны
быть ровными.
Если есть желание придать воротам VIP-
вид, то следует заблаговременно  позаботиться
об ориентации полок профиля в конструкции
створок. Для этого нужно все продольные
следы и мелкие дефекты проката расположить
к той стороне, где будет внешняя обшивка
ворот.
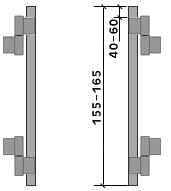
Привариваем к стойкам пластины петель
так, чтобы получились два симметричных
изделия, показанные на рисунке.
Монтаж
конструкции
С помощью струбцин или иных фиксирующих
приспособлений закрепляем приопорные
стойки на опорах ворот.
Эта ответственная операция требует
точной выверки закрепления стоек по
вертикали и выверки торцев стоек по
горизонтали.
позаботиться
об ориентации полок профиля в конструкции
створок. Для этого нужно все продольные
следы и мелкие дефекты проката расположить
к той стороне, где будет внешняя обшивка
ворот.
Привариваем к стойкам пластины петель
так, чтобы получились два симметричных
изделия, показанные на рисунке.
Монтаж
конструкции
С помощью струбцин или иных фиксирующих
приспособлений закрепляем приопорные
стойки на опорах ворот.
Эта ответственная операция требует
точной выверки закрепления стоек по
вертикали и выверки торцев стоек по
горизонтали.

Выверку торцев стоек по горизонтали можно сделать по нижнему отрезку профиля, отрезанного в нужный размер и положенного под стойки на любые опоры - куски дерева, кирпича и т.д. Соблюдение зазора В (см. рис.) выполняется с помощью деревянных прокладок между опорой и стойкой. Величина зазора В зависит от качества материала опор и профиля, а также точности выполнения работ. При соблюдении всех этих требований зазор В может быть сведен к 3-5 мм. В противном случае его значение 8-15 мм. Далее отрезается в размер верхний кусок профиль и устанавливается на верхние торцы стоек. После тщательной проверки горизонтального и вертикального положения всех элементов производят временную сварку - как говорят сварщики - точкуют. На этапе установки и сварки пластин петель с опорами важно не потерять шарики из петель и не сжечь смазку внутри петель. Для этого на петли можно положить мокрую тряпку. Следующий шаг - заготовка двух центральных стоек и установка их по центру ворот с зазором между ними 8-12 мм. Минимальное значение зазора соответствует наивысшему качеству петель и профиля.

Производим окончательную выверку
установки всех элементов, "точкуем"
центральные стойки и привариваем
окончательно все пластины петель к
опорам ворот.
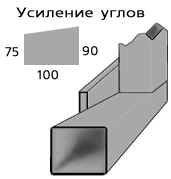 Делаем 8 заготовок из стального листа
толщиной 3-4 мм для усиления жесткости
конструкции створок по всем их
углам.
Размеры
косынок указаны на рисунке.
Из этого же материала делаем еще 4
пластины с размерами сторон 100х50 мм для
установки перекладин на этапе
отделки.
Косынки и пластины привариваем с
внутренней стороны ворот, если за внешнюю
принята сторона, где будет идти
отделка.
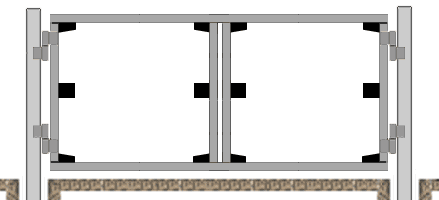
В результате этих работ должна получиться
конструкция, показанная на рисунке
ниже.
Делаем 8 заготовок из стального листа
толщиной 3-4 мм для усиления жесткости
конструкции створок по всем их
углам.
Размеры
косынок указаны на рисунке.
Из этого же материала делаем еще 4
пластины с размерами сторон 100х50 мм для
установки перекладин на этапе
отделки.
Косынки и пластины привариваем с
внутренней стороны ворот, если за внешнюю
принята сторона, где будет идти
отделка.
В результате этих работ должна получиться
конструкция, показанная на рисунке
ниже.
Производим полную проварку всех соединений конструкции, обстукиваем все швы от шлака, проверяем качество сварных швов и переходим к разделению конструкции ворот на две половинки с помощью ножовки или болгарки.


После этой операции возможно появление легкого смещения створок относительно друг друга. Практика показала, что это смещение лежит в пределах 2-6 мм и эта величина прямо пропорциональна наличию зазоров в петлях. Здесь уместно еще раз подчеркнуть важность выбора петель с минимальными зазорами. Привариваем к центральным стойкам петли для замка. Если на территорию есть вход через калитку, то лучше установить петли для замка только с внутренней стороны. Зачищаем заусенцы по всей конструкции и обрабатываем ее любым средством для снятия ржавчины. Может быть применен, например, автомобильный преобразователь ржавчины. Покрываем конструкцию двумя-тремя слоями битумного лака (Кузбасс-лак) и после высыхания его последнего слоя приступаем к отделке ворот.
Для обшивки ворот используют оцинкованное железное полотно толщиной 2-3 мм. Выкраивают нужный размер с учетом обязательного наложения створок друг на друга на 1-2 см, то есть правое полотно ворот нахлестывается на левую сторону. Сваривать начинаем снизу, затем еще раз перепроверив положение полотна, окончательно прикрепляют его к каркасу.