

12. Центробежное литьё: сущность технологического процесса, технологические возможности, область применения и оснастка.
Это способ изготовления отливок, при котором залитый в форму металл подвергается воздействию центровых сил. Применяется вращающие литейные формы, т.е. отливки, только тела вращения. По материалу литейной формы, ограничений нет. Поскольку форма вращается, то используют приводы (чаще всего электрической) такие машины называются центробежными; с горизонтальной и вертикальной осью вращения.
В машинах с горизонтальной осью в основном получают трубы, с вертикальной осью невысокие отливки (диаметр намного больше высоты)
А)ковкиБ)форма со шпинделем ЭД.Расплав (3) под действием центр. сил отбрасывается к стенкам литейных форм и затвердевает.Дает 100% водного выхода.Условия формирования отливки, обусловлены материалом отливки. Число оборотов 1500 со стороны наружной поверхности припуски могут быть меньше, а со стороны внутренней больше.
Преимущества:-отливки обладают большой плотностью в следствии малого наличия пустот.-меньший расход металла из-за отсутствия литниковой системы.-исключение затрат на изготовление стрежней.-Исключение влияния жидкотекучести на заполняемость литейной формы.-возможность изготовления отливок из двух различных сплавов: армированные, наварка расплава, последовательная заливка различных сплавов.
Недостатки: неточность диаметра со стороны свободной поверхности(разностенность по выосте)При армировании в литейную форму вначале устанавливается арматура, которая заливается сплавом другого состава, что понижает износ.При наварке сначала устанавливается металлическая втулка, затем заливается сплав.При последовательной заливке сначала заливается один металла, потом когда он затвердевает, остается только не на внутренних поверхностях, заливается другой металл.
Минимальные припуски на отливки устанавливаются для серого чугуна, далее припуски увеличиваются.
13.Литье под давлением: сущность технологического процесса, технологические возможности, область применения и оснастка.
Р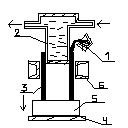 асплавленный
металл заливают в камеру спец. манины,
а затем под давлением перемещается в
этой камере. Через литниковые каналы
заполняет с высокой скоростью полость
формы, затвердевает под избыточным
давлением образуя отливку, после
раскрытия литейной формы отливку
вынимают.
асплавленный
металл заливают в камеру спец. манины,
а затем под давлением перемещается в
этой камере. Через литниковые каналы
заполняет с высокой скоростью полость
формы, затвердевает под избыточным
давлением образуя отливку, после
раскрытия литейной формы отливку
вынимают.
Особенности:
Соскальзыв. метал. формы и избыточное давление на жидкий металл позволяет получить отливки высокого качества, точности и низкой шероховатости.Схема работы машины с вертикальной холодной камерой прессования:
Расплав подается в камеру прессования (2) и поршнем (1) в пресс форму состоящую из подвижной половины (7) и из подвижной (6), остаток металла выталкивается камеры (2) поршнем (3) с пружиной (4). Готовая отливка (8) вместе с литниками извлекается из подвижной половины (7) пресс формы.
Давление равно 30-177 МПа. Скорость выпуска жидкого металла в пресс-форму от 0,5-120 м/с.
Литейная форма заполняется 0,1-0,01 сек.
Высокая пластическая энергия движ. металла позволяет получать и хорошую частоту поверхности. Использ. лит. формы так же действие давления при затвердевании отливки способствует получению 7-9 квалитета точности. Rz 20-10 мкм Ra 1,25-0,63
Получают отливки из Al, Cu, Zn-сплавов.
Масса отливок при литье под давлением зависит от мощности машины и фактически может составлять от нескольких грамм до кг.
Прочность на 10-15% увеличивается отливок, получаемых литьем в землю.
Структура ухудшается, т.к. в процессе заполнения формы воздух и газы образуются от сгорания смазки образуют газавоздушную пористость.
«+» 1. Получение отливок с малой толщиной стенки менее 1 мм и развитой поверхности большой площади; 2. Повышение качества; 3. Полное исключение трудоемких операций изготовления, сборки и выбивки форм, т.к. метал. пресс форма используется многократно, процесс извлечения осуществляется машиной. Сам тех. процесс многооперационный; 4. Значительное улучшение санитарно гигиенических условий труда.
«-» 1. Ограничения отливок по габаритам и массе; 2. Высокая стоимость пресс формы; 3. Трудоемкость изготовления, ограниченная стойкость пресс формы, особенно при литье черных металлов; 4. Газовые усадки и пористость;
5. Не податливость литейной формы приводит к возникновению остаточных напряжений. Припуски для отливок назначают мин 0,07-1 мм на сторону.
Серийное и массовое производство.