

11. Литьё в металлические формы (кокиль): сущность технологического процесса, технологические возможности, область применения и оснастка.
Кокильное литье – наиболее дешевый способ литья. Кокили позволяют получать отливки со стабильными и точными размерами(до 12 квалитета ). Параметр шероховатости может достигать Rz= 20 мкм. В связи с большой теплопроводностью материала формы скорость кристаллизации очень велика. Это повышает механические свойства отливки(за счет получения мелкозернистой структуры) на 10…15%, но в то же время затрудняет получение отливок с тонкими стенками. Кокиль практически не обладает податливостью и газопроницаемостью, что необходимо учитывать при конструировании отливки.
К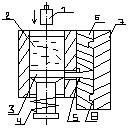 окиль
- это металлическая литейная форма,
заполняемая расплавом; используется
многократно. Состоит из двух полуформ
,плиты и вставок. Полуформы взаимно
центрируются штырями и их соединяют
замками. Параметры кокиля Превышают
величину отливки на величину усадки
сплава. Стрежни извлекаются из отливки
после её затвердевания и охлаждения.
Расплав заливают через литниковую
систему, а питание осуществляется через
прибыли. Удаление газов осуществляется
через стенки кокиля. Конструкция кокиля
может быть сложной (неразъемные, с
горизонтальным , вертикальным и
несколькими плоскими разъемами)
окиль
- это металлическая литейная форма,
заполняемая расплавом; используется
многократно. Состоит из двух полуформ
,плиты и вставок. Полуформы взаимно
центрируются штырями и их соединяют
замками. Параметры кокиля Превышают
величину отливки на величину усадки
сплава. Стрежни извлекаются из отливки
после её затвердевания и охлаждения.
Расплав заливают через литниковую
систему, а питание осуществляется через
прибыли. Удаление газов осуществляется
через стенки кокиля. Конструкция кокиля
может быть сложной (неразъемные, с
горизонтальным , вертикальным и
несколькими плоскими разъемами)
Технологический процесс:1)Подготовка кокиля к работе: поверхность разъема тщательно очищается; проверяется легкость перемещения частей, точность центрования; на плоскость кокиля наносится слой огнеупорного покрытия и краска; кокиля нагревается до рабочей температуры (473-623)
2)Заливка расплава
Особенности взаимодействия кокиля с металлом отливки:
Металлический кокиль обладает большей теплопроводностью, теплоемкость, почти нулевой газопроницаемостью.1)Процесс охлаждения материала отливки идет более интенсивно(получается более мелкозернистая и плотная структура)
2)Гидротекучесть материала уменьшается, т.е. наполняемость формы хуже (не получают более тонкостенные отливки)3) Кокиль практически неподатлив , поэтому возможно обеспечение более высокой точности(12-15 квалитет) но в тоже время это способствует образованию значительных внутренних напряжений(трещины, корабление)4) внутренняя поверхность кокиля покрывается облицовочной смесью, поэтому шероховатость поверхности низкая (8-10 мкм)
Преимущества:-повышение производительности труда (в 2-3 раза).
-снижение
расходов на капитальные вложения
(увеличение съема отливок 1 ).-повышение
качества отливок.-улучшение
саниатрано-гигиенических условий.-возможность
полной автоматизации и механизации.
).-повышение
качества отливок.-улучшение
саниатрано-гигиенических условий.-возможность
полной автоматизации и механизации.
Недостатки:-высокая стоимость кокиля, сложность его изготовления.
-образование внутренних напряжений.-сложность получения отливок сложной конфигурации.Применяют в серийном и массовом производстве: минимальная партия более 20 крупных и 400 мелких отливок в год (чугун) 400-700 отливок в год (алюминий).
Замена литья в песчаные формы на кокильное при достаточно большой программе выпуска снижает себестоимость отливок примерно на 30% и повышает производительность труда в 4…6 раз.