

§ 71. Гидравлические системы
Рабочая жидкость от насосно-аккумуляторной станции к рабочим органам гидравлической системы поступает по трубопроводам высокого давления, а возвращается в напорный бак по трубопроводам низкого давления (сливные трубопроводы).
Трубопроводы высокого давления работают в тяжелых условиях из-за резких гидравлических ударов, которые в свою очередь вызывают вибрацию и сотрясение. Гидравлические удары возникают вследствие частых и кратковременных переключений клапанов, а также вследствие мгновенного повышения или падения давления при работе гидросистем. Это нередко приводит к разрыву фланцев на трубах, так как в этих местах создается наибольшая концентрация напряжений. Поэтому для гидравлических систем применяют цельнокатаные бесшовные трубы.
Трубопроводы низкого давления изготовляют с приварными фланцами, как и трубопроводы обычных промышленных установок общего назначения. Трубы высокого давления поставляют в термообработанном и протравленном состоянии длиной не менее 4,5 м.
Каждую партию труб снабжают сертификатом, в котором указывают; название завода-изготовителя и заказчика, марку стали, номер плавки и химический состав, размеры труб, номер партии, загрязненность металла неметаллическими включениями по данным завода - поставщика заготовки, режим термообработки, цвет краски маркировки. Приводятся также результаты испытаний: на твердость, растяжение, ударную вязкость, загиб, сплющивание, макро - и микроанализ; даются также результаты 'магнитной дефектоскопии (магнофлюкса).
Детали трубопроводов -трубы с резьбой на концах, отводы гнутые, колена, угольники, тройники, тройники-вставки, переходы, диафрагмы измерительные линзовые - поставляют, как лравило, в сборе с навернутыми резьбовыми фланцами. Угольники с карманами под термометры сопротивления поставляют в сборе комплектно.
Каждую партию деталей сопровождают документом, в котором указывают наименование завод а-изготовителя, условное обозначение деталей и номер нормали, количество деталей, номер .партии, марку стали, результаты проверки ОТК завода-изготовителя, результаты магнитной дефектоскопии при наличии на заводе-изготовителе установки, результаты гидравлического испытания труб, тройников, угольников, колен, отводов, переходов и других деталей - внутренним давлением, а карманов под термометры сопротивления - внешним давлением. На трубах с резьбой на концах , или с обработанными под сварку концами наносят клеймением: товарный знак трубного завода, товарный знак завода, обрабатывающего концы труб, марку стали, условное давление с указанием группы стали, номер партии и номер трубы.
На все фасонные детали наносят клеймением товарный знак завода-изготовителя, .марку стали, условное давление с указанием группы стали, номер партии и номер детали.
Всю арматуру высокого давлшия, как правило, изготовляют во фланцевом исполнении. Детали арматуры выполняют из качественных и легированных сталей.
В зависимости от назначения арматура может быть запорная, дроссельная я регулирующая; запорная самодействующая; предохранительная; сигнальная; специального назначения.
Запорная арматура предназначена для включения или отключения жидкости. Дросселирующая арматура служит для редуцирования {снижения) давления жидкости, а регулирующая - для регулирования скорости потока жидкости.
Предохранительная арматура автоматически открывается при повышении установленного рабочего давления и закрывается при его восстановлении. Обратный клапан автоматически закрывает проход при изменении направления движения среды.
Для погашения гидравлических ударов в гидравлической системе служат специальные воздушно-гидравлические компенсаторы (рис.244), которые устанавливают на удаленных участках трубопроводов или же на участках, где часто аключают и выключают подачу жидкости.
Принцип работы такого компенсатора основан на том, что толчки жидкости в цилиндре малого диаметра поглощаются упругой воздушной подушкой в цилиндре большого диаметра. Воздушный компенсатор перед включением его в систему заполняют сжатым воздухом.
Трубы гидравлических систем высокого давления соединяют между собой и присоединяют к аппаратам управления главным образом при помощи фланцев. В зависимости от давления рабочей жидкости фланцевые соединения применяются различной конструкции.
При давлении рабочей жидкости до 2кН/см2(200 кгс/см2) Применяют приварные фланцы; при давлении рабочей жидкости от 2 до 4кН/см2(от 200 до 400 кгс/см2) применяют резьбовые фланцы, которые навинчивают на трубу, и свободно сидящие фланцы иа приварных штуцерах. Последние хороши тем, что за счет утолщения штуцера, на котором насажен фланец, повышается стойкость, трубопроводов при гидравлических ударах.
Для присоединения трубопроводов к гидравлическим устройствам применяют односторонние фланцевые соединения как на резьбе, так и со штуцером.
Фланцы и штуцера высокого давления входят в комплект оборудования и изготавливаются, как правило, на заводах, изготавливающих данное оборудование.
Резьба на фланце должна быть полной и навертываться на трубу, плотно. Для уплотнений во фланцевых соединениях применяют прокладки из красной отожженной меди, которые должны быть без рисок, царапин и заусенцев.
На прямых участках трубопроводов высокого давления допускаются
сварные соединения при условии хорошей и правильной подготовки торцов труб и высокого качества сварного шва.
Для ответвления от главных магистралей, а также для разветвлений-к отдельным аппаратам и приборам на трубопроводах высокого давления устанавливают кованые крестовины или тройники, к которым трубопроводы присоединяют односторонними фланцами с прокладками.
Тройники и крестовины на заводах-изготовителях подвергаются гидравлическому испытанию и на монтажную площадку поступают вместе с оборудованием.
На ответвлении от центральной магистрали устанавливают запорные вентили.
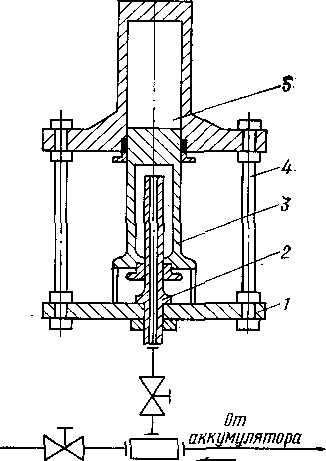
Рис. 244. Воздушно-гидравлический компенсатор:
1-основание; 2 - пустотелый шток; 3 - цилиндр -плунжер; 4 - колонна; 5 - воздушный цилиндр