

§ 49. Подьемно-качающиеся стольі й поворотньіе устройства
Подьемно-качающиеся столы предназначены для подачи прокатываемого металла между средним и верхним рабочими валками, приема металла при выходе из валков, опускания и подачи металла между средним и нижним валками прокатных станов трио. Эти столы установлены непосредственно у рабочих клетей стана.
На листовых станах трио подьемно-качающиеся столы устанавливают с обеих сторон рабочей клети. С передней сторони стана стол служит для подьема прокатываемой полосы и задачи ее между средним и верхним валком; с задней стороны стана стол служит для приема выходящей из валков полосы, опускания ее и задачи между нижним и средним валком. На сортовых станах трио подъемно-качающиеся столы устанавливают на крупных станах (рельсобалочных и заготовительных) с обеих сторон рабочей клети; на крупносортных станах с валками диаметром менее 600 мм - с одной передней стороны клети только для подъема полосы и задачи ее между верхним и средним валками.
Принципиальная схема устройства подъемно – качающего стола показана на рис 131. Стол 1 на котором расположены ролики рольганга может поворачиватся относительно оси 2. Стол, приводимый в движение от электродвигателя через редуктор 5, поднимается и поворачивается относительно оси 2 при помощи вертикальной тяги 3 и кривошипно-рычажной передачи 4. Подъем (опускание) стола происходит при повороте кривошипного вала редуктора 5 на 1800. Для уравновешивания стола служат контргрузы 6 устанавливаемые на отдельном рычаге 7; рычаг поворачивается вокруг дополнительного вала 8 с кривошипами 9. Для обеспечения синхроной работы стола привод переднего стола связан с приводом заднего стола тягой 10; столы в этом случае приводятся от одного электродвигателя. Часто подъемные столы (когда длина прокатываемой полосы невелика) применяют без поворота относительно оси.
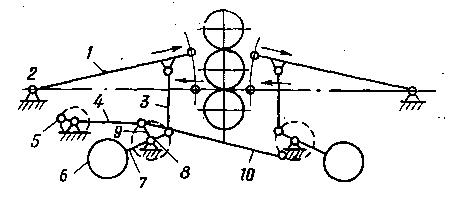 Рис.
131. Схема установки подъемно-качающихся
столов с
обеих сторон клети трио
Рис.
131. Схема установки подъемно-качающихся
столов с
обеих сторон клети трио
На рис. 132 показан подъемно-качающийся стол крупносортного стана. Стальные рамы 14 стола связаны между собой поперечными траверсами. Стол 4 поворачивается относительно оси (вала) 3. На раме внизу расположены шарниры 8, которые помещены на стойке 9 подъемно-качающегося механизма с контргрузом 10.
Расположенные на столе девять роликов 7 имеют групповой привод от электродвигателя. Столы при смене клети можно отодвинуть с помощью гидравлических цилиндров 2, передвигающих задние опоры 1 по направляющим.
Опоры 1 и механизм привода качания 11с электродвигателем 12 расположены строго по оси рабочей клети и высотной отметке, а также относительно продольной оси стана. Направление заготовки по оси
подъемного стола осуществляется при помощи линейки 5 и гидропривода 15.
Подъемно-качающиеся столы оборудованы централизованной системой смазки и гидравлики.
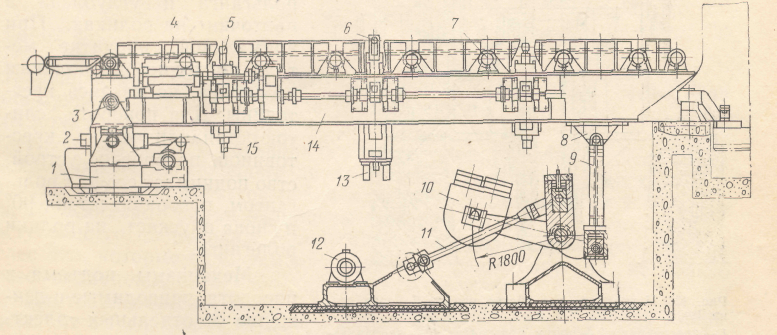 Рис.
132. Подъемно-качающийся стол крупносортного
стана
Рис.
132. Подъемно-качающийся стол крупносортного
стана
Механизмы кантователя 6, предназначенные для поворота слитков и слябов на угол 90 или 180° с помощью гидропривода 13 перед подачей их в валки, называются поворотными устройствами. На блюмингах, например, поворотные устройства поворачивают слитки на 180° и установлены они на приемных рольгангах. На уширительных клетях широкополосных станов поворотные устройства установлены под рабочими рольгангами с передней рабочей клети. На рис. 133 приведен разрез поворотного устройства черновой клети стана 2800.
Крестовина 1 стана покоится на вертикальном валу 3 между роликами 2 рольганга и углублена в проточки на роликах. При нормальной прокатке металл проходит по роликам рольганга, не касаясь крестовины. Для поворота слиток останавливают над крестовиной, поворотное устройство поднимает его над рольгангом, поворачивает на 90° и снова опускает на ролики рольганга.
Механизмы подъема и поворота, приводимые в движение от отдельных электродвигателей через червячные передачи, расположены в литом корпусе 8. Рядом с рольгангом на общей плите
установлены электродвигатели, соединенные с поворотным устройством шпинделями через зубчатые муфты.
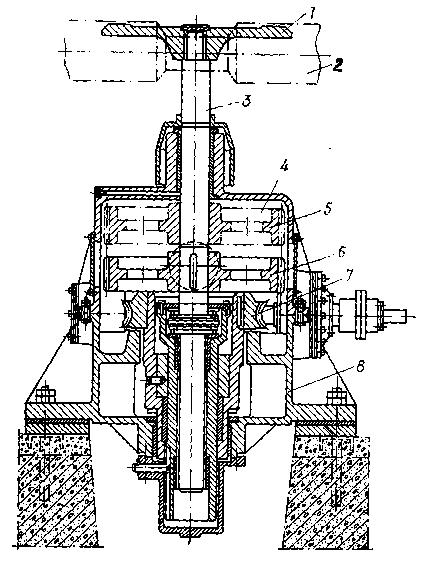
Рис.
133. Поворотное устройство черновой
клети стана
2800:
1 -
крестовина; 2 - ролик рольганга; 3 -
вертикальный
вал; 4 - зубчатое колесо механизма
поворота; 5
- верхнее положение зубчатого колеса;
6 - нижнее положение зубчатого колеса;
7 - червячное колесо механизма
подъема; 8 - корпус
На крупных обжимных станах-блюмингах и слябингах - для подачи нагретых слитков от нагревательных колодцев на приемный рольганг применяют самодвижущуюся тележку-опрокидыватель - слитковоз, масса его составляет 120 т. Тележка установлена на рельсовых путях, по которым она передвигается.
При работе на ближних нагревательных колодцах, а также при ремонте слитковоза заготовку подают клещевым краном на стационарный опрокидыватель, который расположен сбоку поворотного стола или встроен в приемный рольганг так, чтобы он не мешал проходу слитков, подаваемых слитковозом.