

§ 48. Кантователи и манипулятоРы
На двухвалковых одноклетевых станах раскат металла осуществляется при попеременном пропусканий слитков или заготовок в обе стороны через ручьи валков с постепенным переходом к заданному сечению и отвечающему прокатываемому профилю.
Специальный механизм, предназначенный для передвижения металла по роликам рабочего рольганга параллельно их оси для правильного направлення прокатываемой полосы перед задачей ее в калибр или для передачи ее от одного калибра к другому, называется манипулятором. Линейки манипулятора выпрямляют полосу, если она искривляется при прокатке.
Манипуляторы применяют, как правило, при прокатке слитков из толстой й массивной заготовки на блюмингах, слябингах, рельсобалочных и крупносортных станах и на толстолистовьгх станах. На блюмингах и слябингах манипуляторьг установлены с обеих сторон рабочей клети. Каждый манипулятор имеет массивную стальную литую линейку массой 15-40 т, установленную по бокам рабочего рольганга и передвигаемую при помощи динных штанг с зубчатьгми рейками. Передние и задиие линейки попарно приводятся от общего электродвигателя при помощи зубчатых шестерен, находящихся в зацеплений с рейками. Парные линейкн передвигаются одновременно, причем они могут передвигаться навстречу друг другу и зажимать полосу или удаляться одна от другой. Ограничение хода линеек в крайних положеннях обеспечивается командоаппаратами, а энергия удара воспринимается пружинними упорами.
Линейки приводятся в движение от тихоходного электродвигателя постоянного тока мощностью 610 кВт. Двигатель непосредственно приводит шестерню зубчатой рейки без редуктора. Максимальная скорость передвижения линеек 1 - 1,5 м/с. Усилия, развиваемые линейками, зависят от массы прокатываемой полоси и составляют 0,5-1,5 МН (50- 150 тс).
На толстолисговых станах прнменяют манипуляторы с гидравлическим приводом.
Устройство, предназначенное для поворота прокатьгваемого металла перед подачей его в следующий калибр, назывзется кантователем.
На различных станах применяются кантователи различной конструкции. На блюмингах и слябингах используются кантователи крюкового типа; на сортовых станах применяются различного рода втулочнорычажные и ступенчатые кантователи и др. Однако все эти кантователи выполняют одну и ту же операцию.- поворот прокатываемой заготовки или слитка на 90° относительно овоей продольной оси.
На блюмингах и слябингах кантующий механизм расположен на линейке манипулятора и передвигается вместе с ней от одного электропривода. Процесе кантований осуществляется от самостоятельного электропривода через кривошиппошатунный механизм и специальный редуктор.
На рис. 130 приведен общий вид манипулятора с кантующим механизмом. Вал 1 с рычагами и кантующими крючьями расположен на линейке манипулятора и шарнирно связан с балкой, имеющей внизу рейку 2. Последняя перемещается вместе с лннейками манипулятора при помощи шестерен 6 и 7, а также дифференциального редуктора 4.
Поворачивание прокатываемой заготовки рейкой осуществляется от отдельного электропривода через редуктор и шатун 3. Шатун шарнирно связан с корпусом дифференциального редуктора и передает на него качательное движение относительно вала 5. Одновременно балка с рейкой 2 поворачивает на определенный угод рычаги с крючьями относительно вала 1, три этом крючья, поднимаясь вверх, -поворачивают прокатываемый слиток.
Линейки манипуляторов с передней и задней сторон рабочей клети передвигаются одновременно, так как привод манипуляторов выполняется общим. Это исключает возможность попадання прокативаемого металла в линейки манипулятора при выходе его из валков.
Управление кантователем и манипулятором осуществляется с пульта управлення стана.
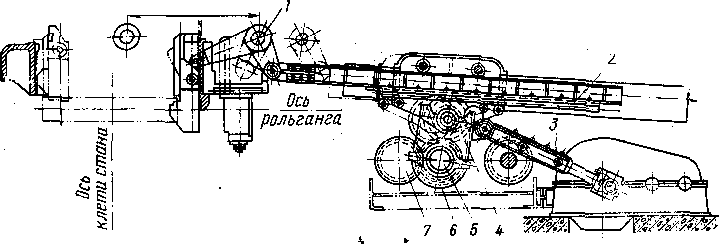
Рис 130 . Манипулятор