

§ 9. Сушильные барабаны и классификаторы
Сушильные барабаны служат для доведения концентрата до необходимой влажности (2-3%), что требуется для последующего передела или транспортирования. Концентрат после предварительной сушки в вакуум-фильтрах по конвей-ерам поступает в сушильный барабан (рис. 15), состоящий из цилиндрического корпуса 2, на который насажены бандажи 3 и венцовая шестерня 4.
Подача концентрата в барабан и выход из него осуществляются непрерывно. Загрузка сырыми материалами осуществляется через течку (трубу) 1, а выход с противоположной стороны - через выгрузочную камеру 6. Для сушки материалов используется газ, поступающий по трубе 7 из топки, расположенной в головкой части барабана. Внутри барабана материал перебрасывается лопастями 8, при атом он теряет из лишнюю влагу.
Барабан вращается, опираясь бандажами на опорные ролики 9, причем он установлен с углом наклона 3-5 град, в сторону выгрузки. Для предотвращения смещения барабана вдоль своей оси служит установленный контрольный упорный ролик, .положение которого регулируется опорным винтом 10,
Вращение барабана осуществляется электродвигателем через редуктор 12 и венцовую шестерню. Для максимального уменьшения просачивания пыли и газов из загрузочной и разгрузочной камер установлены уплотнительные кольца 5.
На современных обогатительных фабриках используются сушильные барабаны диаметром 1-2,8 м, длиной 6-20 м, массой до 62 т. Скорость -вращения барабана колеблется от 2 до 5 об/мин.
Опорные ролики оснащены подшипниками скольжения с вкладышами и баббитовой заливкой. На опорные ролики барабан установлен таким образом, что бандажи ложатся на ролики, то которым они катятся, при этом должен быть выдержан уклон барабана по проекту. Достигается это регулировкой положения опорных роликов. Бандажи насажены на подкладках, которые приварены к корпусу барабана. Прилегание зубьев приводной и венцовой шестерен по длине должно быть не менее чем на 60%, а по высоте - не менее чем на 30% зуба.
Положение сушильного барабана можно регулировать за счет некоторого перемещения роликов. Роликовые опоры 9 при вращении упорных винтов 11 приближаются к продольной оси барабана или отдаляются от нее при этом соответственно меняется высотная отметка и уклон самого барабана, аналогичным способом барабан может быть смещен на небольшую величину вдоль своей оси при вращении винта 10 основания упорного ролика. При регулировке положения барабана следует обращать внимание на то, чтобы не нарушить правильного зацепления зубьев ведущей и венцовой шестерен. Для смазки вкладышей подшипников роликовых опор и редуктора установлена станция жидкой смазки рядом с приводом. Станция состоит из шестеренчатого насоса, маслоотстойника и фильтра-холодильника с предохранительным клапаном. Двигатель привода блокируется с двигателем маслонасоса, что гарантирует работу машины только при наличии смазки. Давление масла в системе при работе барабана должно быть в пределах 10-15 Н/см2 (1-1,5 кгс/см2).
Мокрое измельчение руд в шаровых и стержневых мельницах осуществляют в сочетании с операциями классификации, предназначенной для вывода измельченной до необходимой тонкости фракций руды в последующие операции обогащения из цикла измельчения.
В практике обогащения руд черных металлов наибольшее распространение получили механические классификаторы. Применяются также конические классификаторы и гидросепараторы.
Механические классификаторы делятся на два типа: спиральные л реечные. Принцип действия последних заключается в том, что пульпа подается из мельницы в корыто классификатора. Пески осаждаются на дно корыта и транспортируются гребками вверх по уклону к песковому разгрузочному порогу, а тонкие частицы остаются во взвешенном состоянии и увлекаются водой через сливной порог.
В спиральных классификаторах передвижение песков осуществляется медленно вращающейся спиралью вместо гребков с возвратно-поступательным движением.
Классификаторы этого типа состоят из рамы корытообразной формы, одной или двух спиралей, привода я механизма подъема спирали. Классификаторы обычно работают в блоке с сушильными барабанами.
Преимущества спиральных классификаторов по сравнению с реечными относительная простота конструкции, возможность образования большего уклона днища при той же крупности слива, меньшее загрязнение слива крупными зернами, большее обезвоживание песков, более легкий пуск классификатора под нагрузкой после его остановки.
За последнее время в отечественной и зарубежной практике получили распространение классифицирующие аппараты нового типа - гидроциклоны.
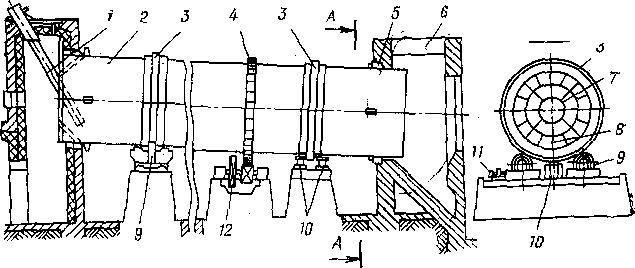
Рис. 15. Схема сушильного барабана
Гидроциклон (рис. 16) представляет собой конический сосуд 2 с верхней цилиндрической частью 3. Классифицируемый материал в виде пульпы подается насосом в гидроциклон через задвижку 4 и патрубок с манометром 5. Пульпа приобретает в аппарате вращательное движение и под действием центробежной силы более крупные частицы приближаются к стенкам, замедляют движение и сходят вниз к песковому разгрузочному отверстию. Более тонкие частицы удаляются через сливную трубу.
Гидроциклоны имеют износоустойчивую футеровку – резиновую 1 или из плавленого базальта. Существует также литые гидроциклоны без футеровки.
Среди многочисленных существующих способов обогащения железных руд широкое применение получил способ магнитного обогащения.
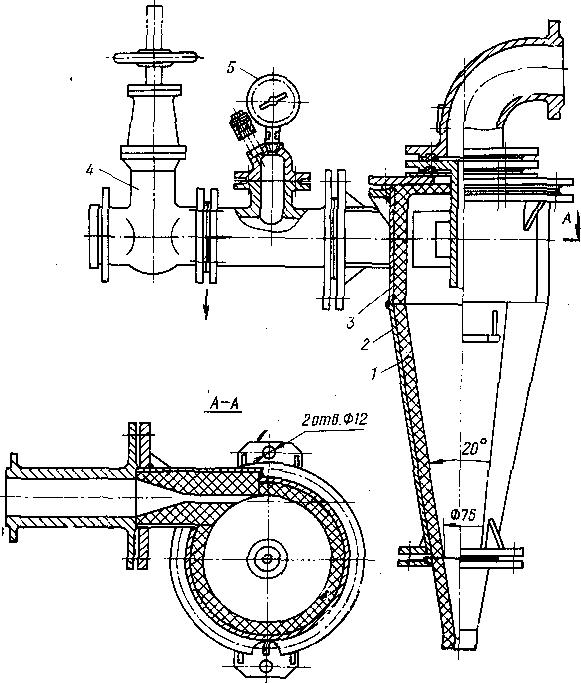
Рис. 19. Гидроциклон с резиновой футеровкой