

15. Магнитный и электромагнитный приводы приспособлений
Электромагнитные и магнитные приводы приспособлений не требуют наличия зажимных элементов, благодари чему упрощается конструкция приспособлений и сокращаются их габаритные размеры, так как вся поверхность приспособлении может быть использована непосредственно для установки заготовок. Закрепление заготовок осуществляется не сосредоточенной нагрузкой зажимных элементов, а равномерным притяжением заготовки к установочной поверхности приспособлении, что сводит к минимуму погрешность закрепления, повышая точность обработки заготовки. Эти приспособления проще и дешевле пневматических и гидравлических. Источником энергии электромагнитных и магнитных приспособлений служит магнитный поток, который создает силу, препятствующую отрыву закрепляемой заготовки от приспособления. Заготовка в этом случае является частью магнитопровода. Станочные приспособления с электромагнитным приводом изготовляют в виде плит и патронок.
Магнитные и электромагнитные приспособления имеют следующие преимущества перед другими станочными приспособлениями: немеханический способ крепления заготовок (деталей), исключающий приложение сосредоточенной нагрузки; удобный доступ к обрабатываемой поверхности; удобство установки и закрепления заготовки.
16. Методика расчета сил зажима
В процессе обработки заготовка нах. в равновесии вследствие действия сил возникающих в процессе обработки, инерц. сил, веса заготовки, сил зажима и реакций опор. При расчете ориентируются на самую неблагоприятную стадию обработки, когда требуемое значение сил зажима max. При расчете сил зажима учит. Коэф. Запаса, который определяется:

Ko-гарантированный коэф. запаса.
К1-учит. Возрастание сил резания в процессе обраб. вследствие затупления инструмента
К2-учит. непостоянство припуска
К3-учит. изменение сил резания при прерыв. резания
К4-учит. непостоянство сил зажима
К5-учит. удобство расположения рукоятки для уст-в с ручным приводом
К6-учит. непостоянство положения сил на поверхностях контакта установ. Эл-та с заготовкой.
Кзап не может быть принят <2.5
17. Многошпиндельные сверлильные головки
Бывают шестеренчатыми и шатунно-кривошипными. При несложной переналадке эти головки можно исп для обраб. деталей с различным кол-вом и расположением отверстий.
Простейшая многошпиндельная головка
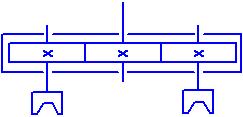
Для получения правого вращения шпинделей шпиндель станка должен иметь левое вращение. При этом для получения рабочей подачи вниз в цепь подач должна быть включена промежуточная шестерня. Сущ. Конструкции с несколькими промежуточными шестренями.
Более проста в изготовлении и эксплуатации кривошипно-ползунная головка.
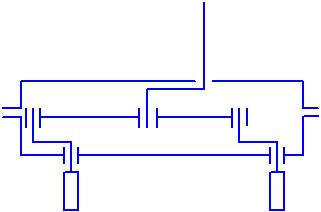
Угловые скорости всех шпинделей равны. В многошп. головках могут исп. Подшипники качения, скольжения, радиальные или упорные. Головки с переустанавливаемыми шпинделями бывают шарнирно-телескопическими и шестерёнчатыми.
18. Назначение зажимных устройств приспособлений
Зажимные механизмы предназначены для обеспечения надежного контакта заготовки с устнанов. Эл-ми и предупреждения ее смещения и вибраций в процессе обработки. Иногда зажимы исп. Для обеспечения правильного положения заготовки. Зажимные устройства: патроны, цанговые зажимы, самоцетрирующие тиски и др.
Требования к зажимным механизмам: 1.при зажиме не должно нарушаться заданное положение заготовки.2.приложение силы зажима должно быть как можно ближе к месту обработки.3. зажимы не должны вызывать деформ. и портить пов-ть детали.4.закрепеление и отжатие должно произв. с min силой и затратами времени.5.силы резания не должны воздействовать на зажимные устройства.