

10.12 Порядок выполнения
Порядок выполнения в строке критичен для безопасной и эффективной работы станка. Выполнение происходит по порядку, указанному на Рисунке 10.9 при условии что они стоят в одной строке.
11. Приложение 1 - выборка скриншотов Mach3
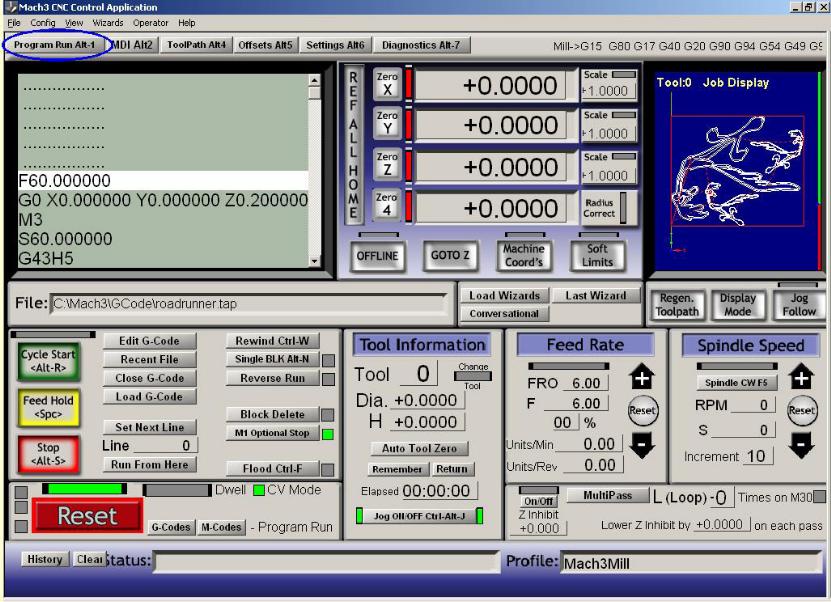
Экран запуска программы в Mill
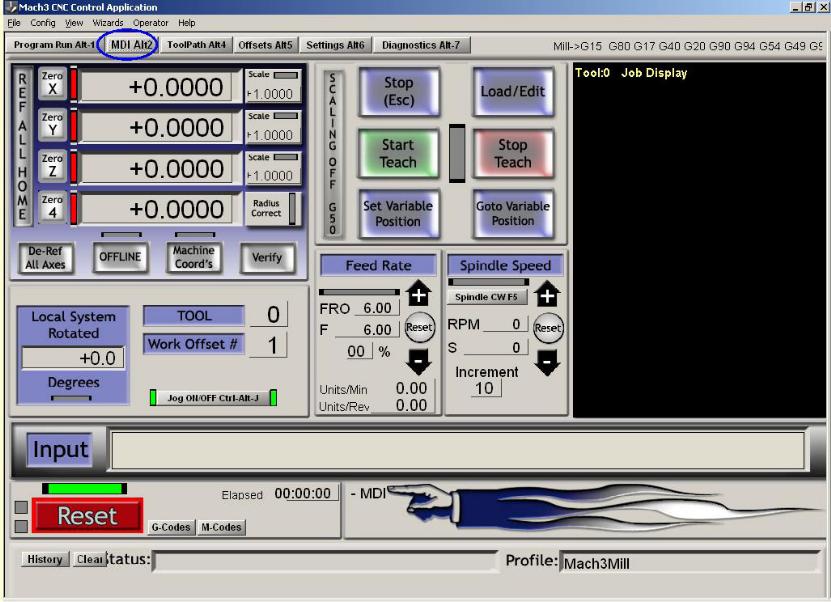
Экран MDI
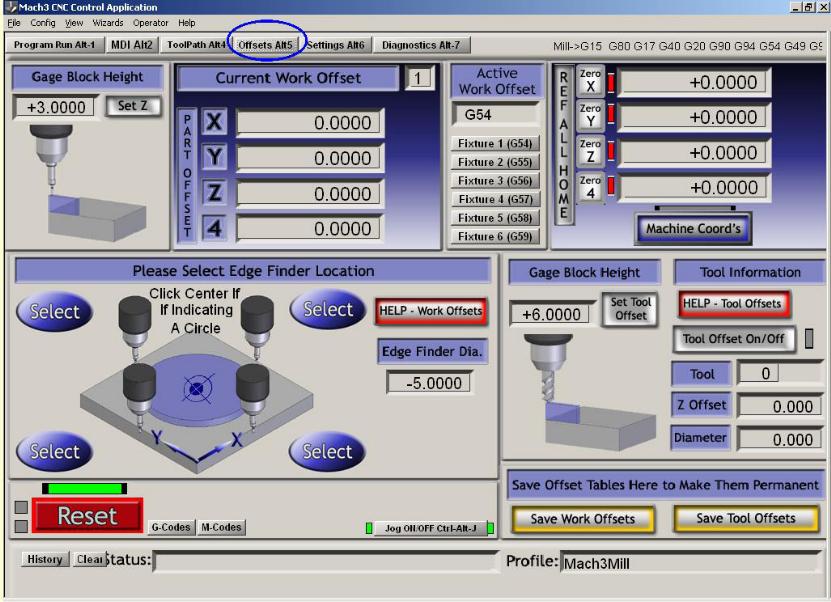
Экран отступов
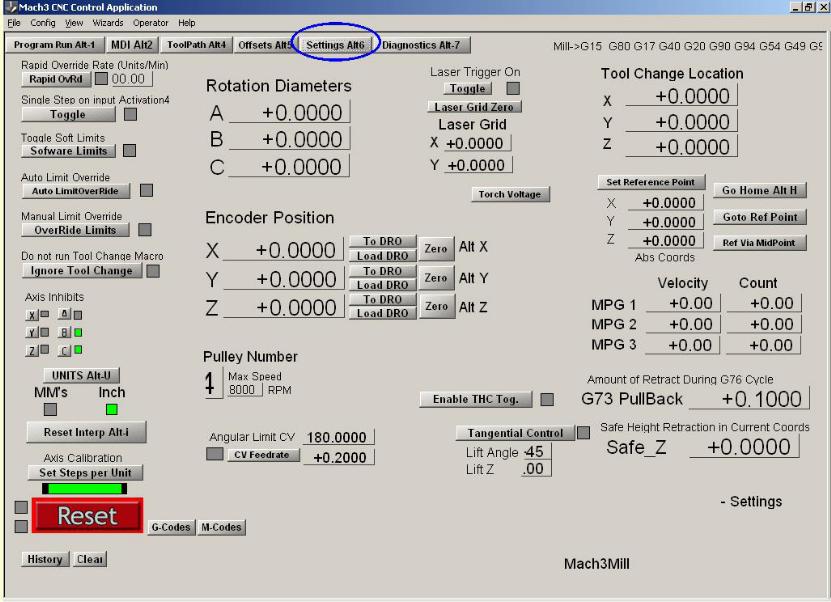
Экран настроек
Экран диагностики
12. Приложение 2 – Примеры схематических диаграмм
==========================================================
12.1 Реле eStop и использования ограничителей
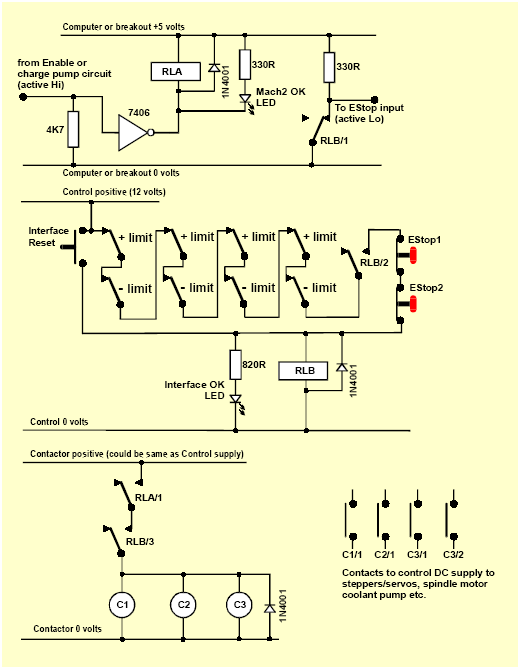
Рисунок 12.1 – Пример подкючения переключателей EStop и Пределов
Примечания:
1. Этот кругооборот только иллюстративен из одного возможного решения внешне связанного предела
выключатели. Если Вы требуете выключателей ссылки тогда, они должны быть отдельными и связанными
к входам Mach3.
2. Контакты реле показывают в обесточенном положении. Предел переключает и кнопки
не управляются.
3. Проведение нажатого Сброса Интерфейса позволит Кнопке сброса Mach3 быть нажатой и
топоры, которые подталкиваются от выключателей предела. Сброс Интерфейса тогда запрется.
4. Не передать потребности один НИКАКОЙ контакт. Это должно иметь катушку на 5 вт, которая является по крайней мере 150 омами (то есть.
не требуют, чтобы больше чем 33 milliamps работали). Omron G6H-2100-5 является подходящим с
контакты, оцененные в 1 постоянном токе электрогитары 30 вт
5. Реле B нуждается в 1 NC и 2 НИКАКИХ контактах. Это может иметь любое удобное напряжение катушки, чтобы удовлетворить
доступная поставка. Обычным из этого не должен, идеально, быть рельс PC 0 вт к
избегите длинного телеграфирования предела и выключателей EStop, вызывающих шум. Omron MY4
ряд - подходящая оценка четырех контактов в 5 переменных токах электрогитар 220 вт.
6. LEDs являются дополнительными, но полезными как признак того, что случается. Поток
ограничение резистора для Интерфейса хорошо ВЕЛО потребности быть 1.8 kilohms, если поставка на 24 вт
используемый.
7. Если напряжения катушки являются подходящими тогда, contactors может использовать уверенный "Контроль" и
общая поставка.
8. Договоренность contactors (Катушки, показанные как C1, C2, C3) зависит от вашего двигателя меры электропитания и телеграфирование двигателей в станке. Вы должен стремиться переключать поставку постоянного тока к степперам и/Или servos после сглаживания конденсатор, чтобы гарантировать быструю остановку. Вы можете желать повторно телеграфировать шпиндель и хладагент двигатели так, чтобы контроль contactor не опрокинул схему выпуска без вт (то есть Вы может желать переключить двигатель, ведет после главной машины contactors. Не разделять контакты на данном contactor между магистралью переменного тока и постоянным током степпера/сервомотора поставляют на
счет очень увеличенного риска короткого замыкания между этими поставками. Искать
совет, если Вы неуверены, особенно перед работой с 230/415 3 фазами Вт кругообороты.
9. Захватывающие диоды поперек реле и катушек contactor необходимы, чтобы поглотить заднюю часть
эдс, выключая поток в катушках. Contactors может идти с подходящей катушкой
кругообороты подавления встраивали.