

10.2 Взаимодействие интерпретатора с управлением
10.2.1 Управление обходом подачи и скорости
Команды Mach3, которые включают (М48) или выключают (М49) переключатели обхода подачи и скорости. Это используется чтобы иметь возможность обходить эти переключатели для некоторых операций станка. Идея состоит в том, что оптимальные настройки были включены в программу, и оператор не должен их менять.
10.2.2 Управление удалением блока
Если управление удалением блока включено, строки кода начинающиеся со слеша (символ удаления блока) не выполняются. Если выключено, то эти строки выполняются.
10.2.3 Управление произвольным остановом программы
Управление произвольным остановом программы (смотри Настройка >> Логика) работает следующим образом. Если включена и строка ввода содержит код М1, выполнение программы остановится на последней команде этой строки до нажатия кнопки Начать Цикл.
10.3 Файл инструмента
Mach3 содержит файл инструмента для каждого из 254 доступных для использования инструментов.
Каждая строка данных файла содержит данные для одного инструмента. Это позволяет определять дляну инструмента (ось Z), диаметр инструмента (для фрезеровки) и радиус наконечника инструмента (для сверления).
10.4 Язык подпрограмм
10.4.1 Обзор
Язык основан на строках кода. Каждая строка (также называемая «блок») может сожержать команды для совершения станком нескольких различных действий. Строки кода могут быть собраны в файл для создания программы.
Типичная строка кода состоит из необязательного номера строки в начале, за которым следуют одно или более «выражений».Выражение состоит из буквы с числом (или чем-то оцениваемым как число). Выражение может либо давать команду, либо содержать агрумент для команды. Например, G1 X3 этодействительная строка кода с двумя выражениями. “G1” это команда означающая «двигаться по прямой на заданном уровне подачи», а “X3” содержит значение аргумента (значение Х должно быть равно 3 в конце движения). Большинство команд начинаются с G или M (для Главных (General) и Остальных (Miscellaneous)). Выражения для этих команд называются «G кодами» и «М кодами».
Язык содержит две команды (М2 или М30), любая из которых завершает программу. Программа может заканчиваться до конца файла. Строки файла, следующие за окончанием программы не будут выполняться в обычных условиях.
10.4.2 Параметры
Программа Mach3 управляет массивом из 10,320 числовых параметров. Многие из них имеют специфическое применение. Параметры ассоциирующиеся с креплениями постоянны с течением времени. Остальные параметры будут неопределенными при загрузке Mach3. Параметры сохраняются при перезагрузке интерпретатора. Параметры с определенным Mach3 значением приведены на рисунке 10.1
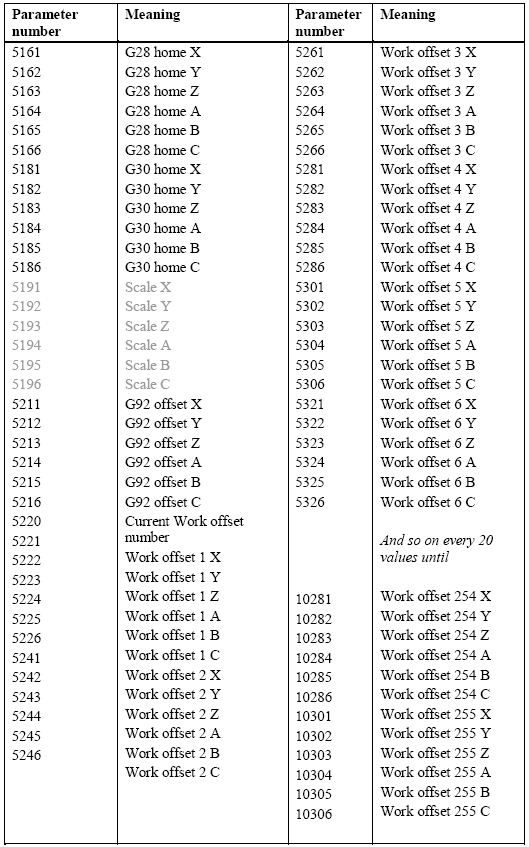
Рисунок 10.1 – Определенные системой параметры
/*
Parameter nuber – номер параметра
Meaning – значение
Home – начальное положение
Scale – шкала
Offset – отступ
Current work offset nuber – номер текущего рабочего отступа
Work offset – рабочий отступ
*/
10.4.3 Системы координат
Станок имеет абсолютную координатную систему и 254 систем рабочих отступов (крепления).
Вы можете задать эти отступы инструмента командой G10 L1 P~ X~ Z~. Выражение Р определяет номер отступа заданного инструмента.
Вы можете задать отступы креплений системы используя G10 L2 P~ X~ Y~ Z~ A~ B~ C~
Выражение Р определяет задаваемые крепления. Выражения X, Y, Z и т.д. это координаты для начала осей в рамках абсолютной координатной системы.
Вы можете выбрать один из первых семи рабочих отступов используя G54, G55, G56, G57, G58, G59. Любой из 255 рабочих отступов может быть выбран путем использования G59 P~ (т.е. G59 P23 выберет крепление 23). Абсолютная система координат может быть выбрана используя G59 P0.
Вы можете задать отступ текущей координатной системы используя G92 или G92.3. Этот отступ после будет применен поверх рабочего отступа координатной системы. Этот отступ может быть отменен с помощью G92.1 или G92.2.
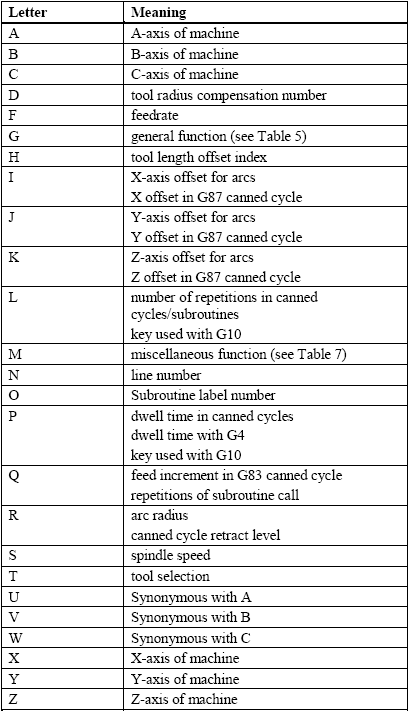
Рисунок 10.2 – Начальные буквы выражений
Вы можете совершать прямые движения в абсолютной координатной системе станка используя G53 вместе с G0 или G1.