

8.3.4 Запись файла g-кода
Наконей определив настройки, нажмите Импортировать Файл для того чтобы собственно импортировать данные в Mach3Mill. У вас спросят под каким именем сохранить сгенерированный файл. Нужно вписать полное имя включая расширение которое вы хотите использовать или выбрать существующий файл чтобы переписать его. Обычно расширение будет .ТАР. После записи файла нажмите ОК для возврата в Mach3. Ваш файл G-кода будет загружен.
Заметки:
- Фильтр импорта запускается через обращение к Mach3 и запуск программы фильтра. Если вы переключитесь на экран Mach3Mill (например случайно нажав на нем) то он будет выглядеть закрытым. Вы можете легко продолжить используя Панель Задач Windows чтобы вернуться к фильтру и завершить процесс импорта. Это похоже на запуск Редактора для подпрограммы.
- Если ваш .ТАР файл уже существует и открыт в Mach3, то фильтр импорта не сможет произвести запись в него. Предположим что вы испытали импорт и хотите изменить трансляцию повторным импортом, тогда нужно убедиться что вы закрыли .ТАР файл в Mach3 перед повторением импорта.
- В общем проще всего работать в метрических единицах при импорте HPGL файлов.
- Если вы используете опцию "Лазерный стол(таблица)" с лазерным или плазменным резаком, то вам прийдется проверить совместима ли последовательность М3/М5 и движений в Z направлении с инициацией и корректным завершением разреза.
- Для фрезеровки вам прийдется вручную сделать свои собственные разрешения для диаметра резака. Линии HPGL будут путем центральной части резака. Это разрешение не так легко вычислить при вырезании сложных форм.
- Программа сгенерированная из файла HPGL не имеет множества проходов чтобы набросить часть или очистить центр выемки. Чтобы достичь этого автоматически вам прийдется использовать САМ программу.
8.4 Импорт точечных рисунков (BMP & JPEG)
Эта настройка позволяет вам импортировать фотографию и сгенерировать программу G-кода которая обработает разные оттенки серого разными глубинами выреза. Результатом является фотореалистичная гравировка.
8.4.1 Выбор файла для импорта
Фильтр импорта доступен из меню Файл HPGL/BMP/JPG по нажатию кнопки JPG/BMP.

Рисунок 8.5 – Размер импорта фотографии
Первым шагом нужно определить файл содержащий рисунок используя кнопку Загрузить Файл Изображения. Когда файл загружен диалог спросит в какую часть рабочего пространства поместить изображение. Вы можете использовать дюймовую или метрическую систему в зависимости от режима G20/21 в котором вы будете запускать сгенерированную подпрограмму. Рисунок 8.5 показывает этот диалог. Галочка возле Maintain Perspective автоматически вычисляет размер по Y если размер по Х указан и наоборот, на основании оригинальной фотографии. Если изображение цветное, то оно будет преобразовано в монохромное в процессе импорта.
8.4.2 Выбор типа рендеринга
Следующим пунктом нужно выбрать метод рендеринга изображения. Это определяет путь инструмента во время "растеризации" изображения. Растровые X/Y вырезает вдоль движения оси Х, сдвигая ось Y в конце каждой строки Х. Спираль начинается с внешней стороны окружности, рисуя изображение по направлению к центру. Каждая растровая строка делается последовательностью прямых линий с высотой координаты Z конца в зависимости от оттенка серого этой части картинки.
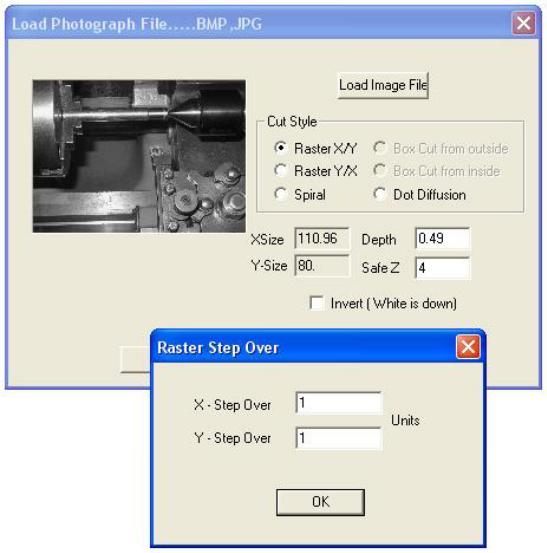
Рисунок 8.6 – Определение переступания