

8.2.4 Генерация g-кода
Наконец нажмите Сгенерировать G-код для осуществления шага 4. Обычно сгенерированый код сохраняют с расширением .ТАР, но это не обязательно - Mach3 автоматически подставит расширение.
Вы можете повторить шаги со 2 по 4, или даже с 1 по 4, и когда закончите нажмите Готово. Mach3 загрузит последний сгенерированный файл G-кода. Обратите внимание на комментарии указывают его имя и дату создания.
Заметки:
- Сгенерированный G-код содержит уровни подачи, в зависимости от импортированных слоев. Если конечно ваш шпиндель не отвечает на выражение S, вам прийдется вручную задать скорость шпинделя и менять скорость в процессе смены инструмента.
- Использование DXF хорошо подходит для простых фигут и требует базовой CAD программы для генерации вводного файла, и работает в полном соответствии с оригинальным рисунком
- DFX хорош для определения частей для лазерной или празменной резки, где диаметр "инструмента" очень мал.
- Для фрезеровки прийдется сделать собственные ручные разрешения для диаметра резака. Линии DXF будут путем для центра резака. Это не совсем хорошо при вырезании для вырезания сложных форм.
- Программа сгенерированная из файла DXF не имеет множества проходов чтобы набросить часть или очистить центр выемки. Чтобы достичь этого автоматически вам прийдется использовать САМ программу.
- Если ваш DXF файл содержит "текст" то он может быть в двух видах в зависимости от программы, сгенерировавшей его. Буквы могут быть последовательностью строк. Это будет импортировано в Mach3. Буквы могутбыть Текстовыми объектами DXF. В этом случае они будут проигнорированы. Ни одна из этих ситуаций не даст вам G-код, который выгравирует буквы шрифтом, использованным в оригинальном рисунке, хотя линии ограничевающего шрифта могут удовлетворять резаку. Плазменный или лазерный резак будет иметь достатчно узкий надрез чтобы следовать внешней линии букв и вырезать их, хотя нужно убедиться что внутрення линия букв таких как "о" или "а" вырезается прежде чем внешняя!
8.3 Импорт hpgl
Файлы HPGL содержат линии нарисованные более чем одной ручкой. Mach3Mill делает одинаковые надрезы для всех ручек. Файлы HPGL могут создаваться большинством CAD программ и часто имеют расширение .HPL или .PLT.
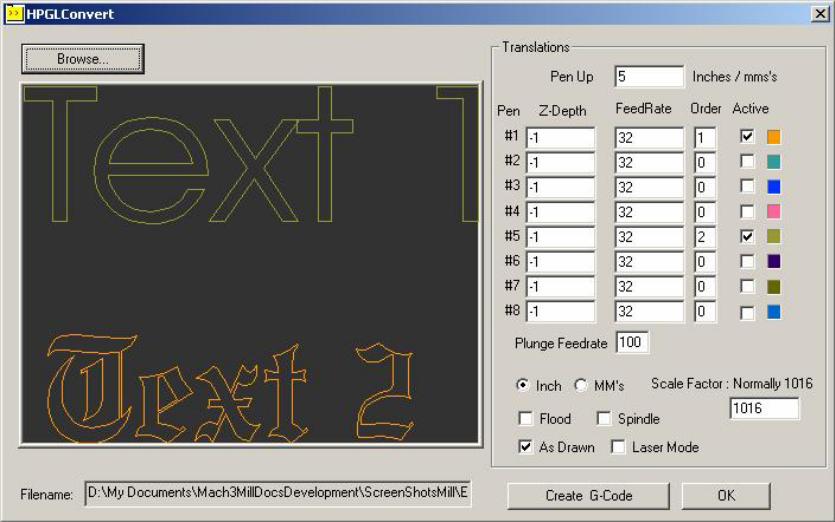
Рисунок 8.4 – Фильтр импорта HPGL
8.3.1 Описание hpgl
Файл HPGL представляет объекты с меньшей точностью чем DXF и использует сегменты прямых линий для представления всех кривых, даже если это окружности.
Процесс импорта похож на импорт DXF в том, что создается файт .ТАР, содержащий G-код полученный из HPGL.
8.3.2 Выбор файла для импорта
Файл импорта доступен из Файл->Импорт HPGL/BMP/JPG и кнопка HPGL в диалоге. Рисунок 8.4 показывает сам диалог импорта.
Во-первых выберите Шкалу отвечающую той, в которой был создан файл HPGL. Это обычно 40 единиц HPGL на миллиметр (1016 единиц на дюйм). Вы можете изменить это значение для совместимости с разными форматами HPGL или файлом G-кода. Например выбор 20 (вместо 40) удвоит размер определенных объектов.
Теперь введите имя файла содержащего данные HPGL или найдите его через "Обзор". Разрешение фалов по умолчанию .PLT, так что удобно создавать файлы с этим расширением.
8.3.3 Параметры импорта
Управление Pen Up это значения Z (в текущих единицах) используемые для совершения движений. Pen Up обычно потребуется позиционировать инструмент как раз над работой.
Разные глубины надреза и уровней подачи могут быть запрограммированы для каждой из "ручек" используемых для получения рисунка. Вы также можете определить порядок в котором вы хотите делать надрезы. Это позволяет вырезание внутренности объекта перед тем как резать края!
Проверять только для лазерного стола - если отмечено, то G-код будет включать в себя М3 (запуск шпинделя по часовой стрелке) перед движением на уровень Ручка Внизу Z и М5 (останов шпинделя) перед движением на уровень Ручка Вверху для управления лазером.