

7.7.2 Использование g92
Простейший пример с использованием G92, это в данной точке обнулить X и Y, но можно указать и другие значения. Простейший способ отменить отступы G92 это ввести G92.1 в строку MDI.
7.7.3 Осторожнее с G52 и G92
Можно определить отступы для любого количества осей, вводя значения для их букв. Если имя оси не указано, то ее отступ останется неизменным.
Mach3 использует один и тот же внутренний механизм для отступов G52 и G92; просто производятся разные вычисления для X, Y и Z. Если использовать G52 и G92 вместе, то Mach3 запутается, и неизбежно случится беда. Для их использования надо разобраться как они работают.
Не забывайте очищать отступы после их использования.
Предупреждение! Все что можно сделать с помощью G92 можно и лучше сделать используя рабочие отступы или G52. Так как G92 обращается к текущему положению управляемой точки так же как и буква оси в то время как G92 срабатывает, изменения в программе могут вызвать серьезные ошибки ведущие к поломкам.
Большинству опереаторов тяжело следить сразу за тремя наборами отступов (Рабочие, Инструмента и G52/G92), и если вы запутаетесь, то можете сломать инструмент, или что еще хуже станок!
7.8 Диаметр инструмента
Предположим что нарисованный нашим станком синий квадрат это внешняя граница для отверстия в детской игрушке по сортировке предметов, в которую нужно будет помещать синий куб. Помните что G-коды управляют движением управляемой точки. Подпрограмма из примера нарисовала квадрат со стороной 1". Если инструментом была ручка с широким мазком, то отверстие будет значительно меньше чем 1" квадрат. Смотри рисунок 7.13.
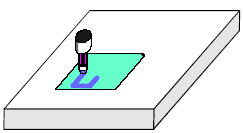
Рисунок 7.13 - Использование широкого инструмента
Те же проблемы могут возникать и со сверлами и другими инструментами. Допустим вам нужно высверлить углубление или оставить какое-то пространство. Это требует разной компенсации. Кажется что это легко преодолеть, но на практике есть много "подводных камней" связанных с началом и окончанием резки. Для Мастера или САD/САМ программ решение таких проблем обычное дело. Однако Mach3 позволяет подпрограмме компенсировать диаметр выбранного инструмента с определением как раз поставленной задачи, как скажем квадрат 1". Эта возможность очень важна если автор подпрограммы не знает точного диаметра резака который будет использоваться (например он может стереться из-за длительного использования). Таблица инструментов позволяет определить диаметр инструмента, или, в некоторых приложениях, разницу между между номинальным диаметром инструмента и действительно используемым - возможно после стирания.
8. Импорт dxf, hpgl и файлов рисунков
Этот раздел рассказывает об импорте файлов и их переводе в подпрограмму в Mach3. Подразумеваются некоторое понимание простейших G-кодов и их функций.
8.1 Вступление
Как вы уже увидели, Mach3Mill использует подпрограмму для управления движением инструмента. Ее можно написать вручную (spiral.txt является примером такой программы) или сгенерировать используя CAD/CAM систему.
Импорт файлов, являющихся графическими в форматах DXF, HPGL, BMP или JPEG требует среднего уровня программирования. Это проще чем написание кода вручную, но дает гораздо меньше возможностей управления станком чем программа, сделанная с использованием пакета CAD/CAM.
Возможность автоматического управления Z и повторяемое исполнение декриментации Задержки значения Z это мощный инструмент для совершения серии резких надрезов основанных на импорте файлов DXF и HPGL.