

7.6 Практика "Касания"
7.6.1 Окончание фрезировки
На станке управляемом вручную довольно просто почуствовать когда инструмент касается заготовки, но для точной работы лучше иметь что-нибудь для определения (можно кусочек бумаги или пластика) для того чтобы можно было увидеть когда касание состоялось. Это показано на рисунке 7.10
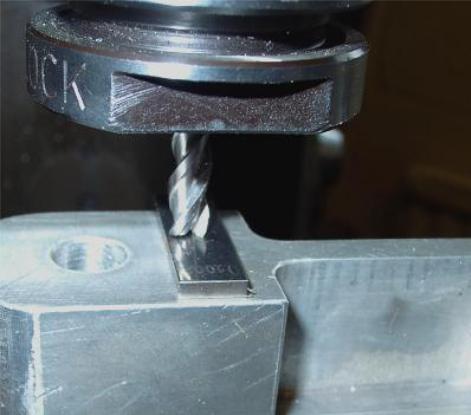
Рисунок 7.10 - Использование slip gage при касании отступа Z на фрезе
На экране отступов можно ввести толщину определителя или slip gage в DRO рядом с кнопкой Задания Отступа Инструмента. Когда вы используете Задать Отступ Инструмента для задания значения DRO отступа для инструмента, тогда толщина gauge будет разрешена.
Например предположим что в DRO было значение Z = -3.518 с держателем 0.1002". Выберите Инструмент #3 введя 3 в DRO инструмента. После касания DRO покажет Z = 0.1002 (т.е. управляемая точка находится в точке 0.1002) и инструмент 3 будет иметь отступ Z -0.1002. Рисунок 7.11 показывает этот процесс как раз перед нажатием Задать Отступ Инструмента.

Рисунок 7.11 – Ввод информации об отступе Z
Если gage у вас строго цилиндрической формы и рабочая поверхность довольно гладкая, тогда ее использование может быть даже лучше чем отгон вниз к касателю или slip gage. Отгоните вниз так, чтобы шарик не проходил под инструментом. Теперь можно нажать кнопку Касание. В этом есть определенное преимущество в безопасности, так как отгонка чуть выше вреда не причинит; просто прийдется начать заново. Отгонка к касателю или gage рискована, така как можно повредить инструмент.
7.6.2 Нахождение краев
Очень тяжело точно установить фрезу в угол по X или Y. Здесо может помочь специальный инструмент для нахождения краев (углов), рисунок 7.12 показывает нахождение края по минус Х.

Рисунок 7.12 - Инструмент нахождения углов в действии на фрезе
Коррекцию Прикосновения можно использовать и здесь. Вам понадобится радиус датчика и толщина касателя.
7.7 Отступы g52 & g92
Есть два дальшейших варианта задания отступа Управляемой Точки используя G-коды G52 и G92. Когда вы используете G52 вы говорите Mach3 что для любого значения Управляемой Точки (например X=0 Y=0) вы хотите отступить реальную позицию станка добавляя данные значения X, Y и/или Z.
Когда вы используете G92, вы говорите Mach3 что вы хотите чтобы текущие координаты Управляемой Точки приняли значение X, Y и/или Z.
Ни G52 ни G92 не двигают инструмент, они просто добавляют другой набор отступов к началу координат Текущей Координатной Системы.
7.7.1 Использование g52
Простой пример использования G52 - например вы хотите сделать две одинаковые полосы в разных местах рабочего пространства. Код который мы приводили выше рисовал квадрат со стороной 1" в точке Х = 0.8, Y = 0.3:
G20 F10 G90
G0 Z2.0
G0 X0.8 Y0.3
G1 Z0.0
Y1.3
X1.8
Y0.3
X0.8
G0 X0.0 Y0.0 Z2.0
Если мы хотим еще один квадрат, но уже с началом в Х = 3.0 Y = 2.3 то данный выше код можно использовать дважды но уже используя G52 для применения отступов перед рисованием второй копии.
G20 F10 G90
G0 Z2.0
G0 X0.8 Y0.3
G1 Z0.0
Y1.3
X1.8
Y0.3
X0.8
G0 Z2.0
G52 X2.2 Y2 (временный отступ для второго квадрата)
G0 X0.8 Y0.3 (быстрое перемещение к началу квадрата)
G1 Z0.0
Y1.3
X1.8
Y0.3
X0.8
G52 X0 Y0 (Избавляемся от временных отступов)
G0 X0.0 Y0.0 Z2.0
Копирование кода не слишком удобно, но так как возможно использование подзадач (М98 и М99), общий код можно написать один раз а потом вызывать сколько угодно раз - в нашем примере дважды.
Версия с подзадачей показана ниже. Подзадача начинает рисовать в точке 0.0, после того как точка задана с помощью G52.
G20 F10 G90
G52 X0.8 Y0.3 (начало первого квадрата)
M98 P1234 (вызов подзадачи для квадрата в первой точке)
G52 X3 Y2.3 (начало второго квадрата)
M98 P1234 (вызов подзадачи для квадрата во второй точке)
G52 X0 Y0 (ВАЖНО – избавляемся от отступов G52)
M30 (переход нахад в конце программы)
O1234 (начало подзадачи 1234)
G0 X0 Y0
G1 Z0.0
Y1
X1
Y0
X0
G0 Z2.0
M99 (возврат из подзадачи)
Обратите внимание, что каждая команда G52 применяет новый набор отступов, не принимая во внимание указанные раньше.