

7.2 Рабочие отступы
Mach3 как и все контроллеры станка позволяет передвинуть начало координатной системы, или другими словами место откуда его измерять. Это называется заданием отступов для координатной системы.
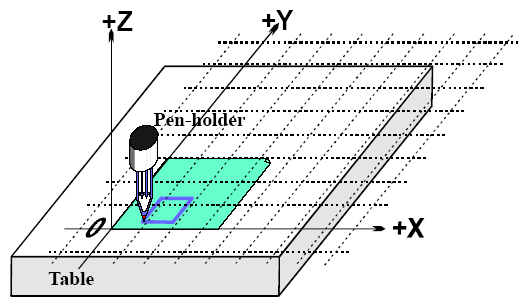
Рисунок 7.3 - Отступ начала координатной системы к углу листа
Рисунок 7.3 показывает что случится если бы мы могли сделать отступ до края листа. Помните что G-код всегда двигает Управляемую Точку на расстояние, заданное в Текущей Координатной системе.
Така как обычно каким то образом закрепляются куски бумаги, один за другим, в показанном положении, эти отступы называют Рабочими отступами и точка 0, 0, 0 это начало координат этой системы. Использование отступов настолько полезно, что есть несколько путей их задания в Mach3, но все они доступны с экрана Отступов (смотри скриншоты в Приложении 1)
7.2.1 Установка начала работ в данной точке
Самый очевидный способ состоит из двух шагов:
1. Открыть экран отступов. Передвинуть Управляемую Точку (ручку) в место, где вы хотите назначить новое начало. Это можно сделать с помощью прогона, или если вы можете посчитать как далеко эта точка находится от текущего положения можно использовать G0 с ручным вводом данных.
2. Нажать кнопку Touch (Прикосновение) возле каждой оси в разделе Текущий Рабочий Отступ.После первого нажатия вы увидите что текущая координата данной оси помещена в DRO Частичный Отступ, а DRO оси показывает ноль. Последующие нажатия для других осей копируют Текущюю координату в отступы и обуляют DRO этой оси.
Вот что произошло. Значения рабочих отступов всегда прибавляют число в DRO осей (т.е. текущей координате управляемой точки) чтобы дать абсолютные координаты станка для управляемой точки. Mach3 покажет абсолютные координаты управляемой точки если вы нажмете кнопку Координаты Станка. LED замигает, говоря что показанные координаты это абсолютные.
Есть другой способ задания отступов, который можно использовать если вы знаете положение в котором хотите установить новой начало. Угол бумаги на глаз примерно в 2.6" справа и 1.4" выше Начальной точки находящейся на краю стола. Предположим что эти значения достаточно точны для использования.
1. Введите 2.6 и 1.4 в DRO отступов Х и Y. DRO осей изменят значение. Помните что вы не двигали собственно саму Управляемую Точку, так что ее координаты должны измениться когда вы переместите начало.
2. Если хотите, то вы можете проверить все ли в порядке введя G00 X0 Y0 Z0 в строку MDI. Ручка должна коснуться стола у края листа.
Мы описали использование рабочего отступа номер 1. Вы можете использовать любой номер от 1 до 255. Одновременно может использоваться только один, и его можно выбрать с помощью DRO на экране отступов или используя G-коды (G54 до G59 Р253) в вашей подпрограмме.
Последний способ задания рабочего отступа это ввод нового значения в DRO оси. Текущий рабочий отступ будет обновлен и Управляемая Точка соответствовать новому значению DRO оси. Обратите внимание, что станок не будет двигаться; изменилось только начало координат системы. Кнопки Ноль-Х, Ноль-Y и т.д. эквивалентны вводу 0 в DRO соответствующей оси.Рекомендуется не пользоваться последним способом пока вы не научитесь уверенно пользоваться рабочими отступами, задаваемыми на экране Отступов.
Возвращаясь к примеру, задавая рабочий отступ для Текущей Системы Координат мы сможем нарисовать квадрат в нужном месте листа.
7.2.2 Начальное положение в реальном станке
Как упоминалось выше, хотя на первый взгляд так кажется, но зачастую, устанавливать начальное положение Z на поверхности стола, это не очень хорошая мысль. В Mach3 есть кнопка для калибровки всех осей (или можно откалибровать их индивидуально). Для реального станка с установленными переключателями home, это будет двигать линейные оси (или выбранную ось) пока переключатель не сработает, а потом двинется в направлении от него. Начало координат абсолютной координатной системы станка (т.е. машинный ноль) устанавливается в данные значения X, Y, Z - часто это 0.0. Для переключателей home можно при желании выбрать и ненулевое положение, но пока забудьте об этом! Переключатель home Z обычно устанавливается в высшей точке оси Z над столом. Конечно если калибровочная точка это машинная координата Z=0.0 то все рабочие положения находятся ниже и будут отрицательными значениями Z в координатах станка.
Опять же если это не совсем понятно не волнуйтесь. Убирать Управляемую Точку (инструмент) с пути когда находится в начальном положении очевидно на практике удобнее и рабочие отступы просто использовать для задания удобной координатной системы для материала на столе.
7.3 Что насчет разной длинны инструмента?
Если до сих пор вам все понятно, то пора рассмотреть способ решения еще одной практической проблемы. Предположим что сейчас мы хотим добавить к рисунку красный прямоугольник.
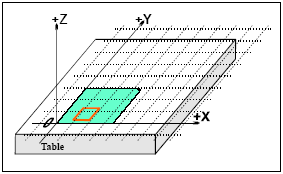
Рисунок 7.4 - Теперь мы хотим другой цвет
Мы отгоняем ось Z вверх и вставляем в держатель красную ручку вместо синей. К сожалению красная ручка длиннее синей, так что когда мы отправляемся к началу Текущей Координатной Системы, она врезается в стол (рисунок 7.5)
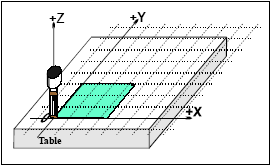
Рисунок 7.5 - Катастрофа в точке 0,0,0!
Mach3 как и другие контроллеры CNC может хранить информацию об инструментах (в нашем случае это ручки). Эта таблица инструментов позволяет указать системе до 256 различных инструментов.
На экране отступов вы увидите поле для номера инструмента и информации о нем. DRO обозначены как Z-отступ, Диаметр и И. Игнорирующий Коррекцию DRO Прикосновения, а также кнопки рядом с ними, обозначенные как Вкл/Выкл.
По умолчанию выбран Инструмент #0, но его отступы будут выключены. Информация о диаметре инструмента также используется для Компенсации Резака.