

7. Системы координат, таблица инструментов и крепления
Этот раздел объясняет как Mach3 понимает что нужно делать когда вы посылаете инструмент в данную позицию. Он описывает идею координатной системы, определяет Координатную Систему Станка и показывает как можно указать длинну каждого инструмента, положение рабочего пространства в fixture и при желании добавить собственные различные Отступы.
При первом прочтении это может показаться сложным. Мы предлагаем вам попробовать описанное на вашем станке. Это не просто сделать всего лишь запустив Mach3 так как вам нужно видеть где на самом деле находится инструмент и понимать простые команды G-кода как G00 и G01.
Mach3 можно использовать и без детального изучения этого раздела, но использование описанных в нем методов сделает использование станка более быстрым и надежным.
7.1 Координатная система станка
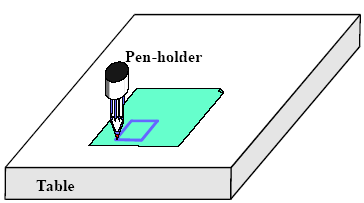
Рисунок 7.1 - Базовый рисовальный станок
Вы видели что большинство экранов Mach3 имеют DRO обозначенные "Ось Х", "Ось Y" и т.д. Если вы собираетесь делать детали с высокой точностью и минимизировать шанс врезаться инструментом во что-нибудь вам прийдется понять что именно эти значения обозначают в каждый момент времени когда вы готовитесь к работе или запускаете подпрограмму.
Это проще объяснить глядя на станок. Мы выбрали воображаемый станок, что облегчает визуализацию работы координатной системы. Рисунок 7.1 показывает как он выглядит.
Это станок для рисования шариковой ручкой на бумаге. Он состоит из фиксированного стола и цилиндрического держателя для ручки, который может двигаться влево и вправо (направление Х), вперед и назад (направление Y) и вверх-вниз (направление Z). Рисунок показывает только что нарисованный на бумаге квадрат.
Рисунок 7.2 показывает Координатную Систему станка которая измеряет (скажем в дюймах) от поверхности стола на его верхнем левом углу. Как вы видите верхний левый угол бумаги находится в точке X=2, Y=1 и Z=0 (не принимая во внимание толщину бумаги). Положение ручки X=3, Y=2 и что-то около Z=1.3.

Рисунок 7.2 Координатная система станка
Если бы ручка находилась в углу таблицы, то, на этом станке, она бы была откалибрована или находилась в положении home. Это положение часто определяется положением переключателей home к которым станок двигается при включении. В любом случае будет нулевое положение для каждой оси, называемое абсолютным нулем станка.
Шарик ручки, как и конец режущего инструмента, это место где все происходит, и называется оно Управляемой точкой. DRO оси в Mach3 всегда отображают координаты Управляемой точки по отношению к какой-нибудь координатной системе. Причина по которой вам нужно прочитать этот раздел, это то, что не всегда удобно располагать ноль измерительной координатной системы в фиксированном месте станка (как угол стола в нашем примере).
Простой пример покажет почему это именно так.
Следующая программа на первый взгляд выглядит подходящей для рисования квадрата со стороной 1" на рисунке 7.1:
N10 G20 F10 G90 (установка единиц, низкого уровня подачи и т.д.)
N20 G0 Z2.0 (поднять ручку)
N30 G0 X0.8 Y0.3 (передвижение к левому верхнему краю квадрата)
N40 G1 Z0.0 (опустить ручку)
N50 Y1.3 (можно не писать G1 так как её мы уже указали)
N60 X1.8
N70 Y0.3 (двигаемся по часовой стрелке)
N80 X0.8
N90 G0 X0.0 Y0.0 Z2.0 (поднятие и отъезд ручки)
N100 M30 (завершение программы)
Даже если вы еще не полностью понимаете код, легко увидеть что происходит. Например в строке N30 станок получает команду передвинуть Управляемую Точку в Х=0.8, Y=0.3. К строке N60 Управляемая Точка будет в точке Х=1.8, Y=1.3 и DRO отобразит:
Ось X 1.8000 Ось Y 1.3000 Ось Z 0.0000
Проблема состоит в том, что квадрат будет нарисован не на бумаге как в примере на рисунке 7.1 а на столе в углу. Написанная подпрограмма измеряла расстояние от края листа, а станок меряет от своего нулевого положения.