

6.2.3 Органы Управления т.Н. «Переместиться в…» "Move to"
Имеется некоторое количество кнопок, для перемещения инструмента в конкретную точку (например для смены инструмента.Эта группа включает в себя:
Все в «0» (Goto Zs) для перемещения инструмента в нули по всем осям, Смена Инструмента (Goto Tool Change), Подъём на б/о Z (Goto Safe Z),На Базу ( GotoHome).
Кроме того Mach2 запоминает координаты двух определенных точек, в которые при надобности можно переместиться.. Они управляются кнопками Уст.Референтнуюточку и К референтной точке (SetReference Point и Goto Ref Poin) и кнопками Уст.перемен.позицию и В переменную позицию (Set Variable Position и Goto Variable Position).
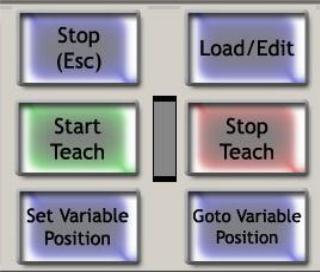
Рисунок 6.4 – Память управляемой точки и Обучение
6.2.4 Группа управления MDI и обучением
Рисунок 6.5 – Строка MDI
Строки G-кода (блоки) можно ввести в MDI (Manual Data Input – Ручной ввод данных) для немендленного выполнения. Это выбирается кликом по элементу управления Mach3 и запуском управляющей программы.
Когда строка MDI активна, ее цвет меняется и появляется всплывающее окно, показывающее недавно введенные команды. Пример показан на рисунке 6.5. Клавиши вверх и вниз можно использовать чтобы выбрать элемент всплывающего окна, и таким образом заново выполнить уже введенную строку. Клавиша Enter используется для выполнения строки MDI, при ее нажатии, строка остается активной и готова для ввода нового набора команд. Клавиша Esc очищает строку и снимает с нее выделение. Помните, что когда MDI выбрано, все вводы с клавиатуры (и вводы с эмуляторов клавиатуры и нестандартных клавиатур) пишутся в строку MDI вместо того чтобы опознаваться как клавиши управления Mach3. В частности, клавиши прогона не будут опознаваться: нужно нажать Esc после ввода MDI.
Mach3 может запоминать все строки MDI по мере исполнения, и хранить их в файле посредством службы Обучения. Нажмите Начать Обучение (Start Teach), введите нужные команды и нажмите Закончить Обучение (Stop Teach). LED будет мигать, напоминая что вы находитесь в режиме обучения. Команды пишутся в файл с именем "C:/Mach3/GCode/MDITeach.tap". Нажав Загрузить/Редактировать (Load/Edit) можно загрузить этот файл в Mach3, где его можно запустить или отредактировать обычным способом – придется перейти на экран Запуска Программы чтобы увидеть его. Если вы хотите сохранить данный набор изученных команд, то нужно Отредактировать файл и использовать Сохранить как в редакторе чтобы дать ему собственное имя и поместить его в стандартную папку.
6.2.5 Органы Управления Переездами (Ручное позиционирование)
Управление переездами собрано на специальном экране, который отображается при нажатии на клавиатуре клавиши Tab. По второму нажатию Tab он прячется.
Это показано на рисунке 6.6.
Рисунок 6.6 – Органы Управления Переездами
Когда подсвечена кнопка Переезд ВКЛ/ВЫКЛ (Jog ON/OFF) на текущем экране программы, можно вручную перемещать инструмент по осям станка используя: (a) горячие клавиши Переезда – включая РГИ, подключенный посредством клавиатурного эмулятора: горячие клавиши задаются в Меню Конфигурации Горячие сист.клавиши; (b) ручным колесом РГИ подключенному к энкодеру на параллельном порте; (c) джойстиком по интерфейсу USB Human Interface Devices; (d) (если отображается) картинкой симулирующей трекбол (см. рис. 6.4) или
(e) по-старинке, Windows-совместимым аналоговым джойстиком.
Если кнопка Переезд ВКЛ/ВЫКЛ (Jog ON/OFF) не подсвечивается, т.е. выключена, ручные переезды не возможны (в целях безопасности).