

4.8 Охлаждение
Сигналы выводов могут использоваться для управления клапанами или насосами водяного или mist (туман) охлаждения. Они включаются кнопками М7, М8 или М9 на экране.
4.9 Прямое управление ножом
Роторная ось А может быть настроена так, чтобы она вращалась таким образом, что инструмент, такой как нож тангенциален направлению движения при движении G1 по X и Y. Это позволяет внедрять резак винила или ткани с полностью управляемым ножом.
Заметка: в текущей версии программы эта функция не работает с якорями (G2/G3 движения). Это ваша задача задать кривые как последовательность движений G1.
4.10 Проба оцифровки
Mach3 можно подключить к контакту оцифровочного датчика для измерения и создания модели оцифровочной системы. Существует сигнал ввода, который показывает что датчик зафиксировал контакт и позволяет выводу просигнализировать что чтение производится бесконтактным (т.е. лазерным) датчиком. Для того чтобы быть полезным, датчик должен иметь аккуратное сферическое окончание (или хотя бы частично сферическое), установленное на шпинделе, с центром точно на центральной линии шпинделя и на фиксированном расстоянии от фиксированной точки в направлении Z (т.е. кончика шпинделя). Для того чтобы быть в состоянии проводить исследование неметаллических материалов (а многие модели для оцифровки будут неметаллическими) датчику нужно добавить (или убрать) переключатель с точным отклонением его tip в любом (X, Y или Z) направлении. Если датчик используется с автоматической сменой инструмента, то он должен быть беспроводным.
Эти требования являются главной трудностью для проектировщика датчика, собираемого в домашних условиях, а коммерческие датчики стоят недешево.
Функция проектировки введена для того, чтобы можно было использовать лазерный датчик.
4.11 Линейные (стеклянная шкала) энкодеры
В Mach3 есть четыре пары входов, к каждой из которых энкодер с квадратурными выводами может быть подключен (как правило это энкодеры со «стеклянной шкалой» - смотри рисунок 4.15). Mach3 отображает положение каждого из этих энкодеров на отдельной DRO. Эти значения могут быть загружены из и сохранены в DRO главных осей. Внутри корпуса энкодера находится стеклянная (или иногда пластиковая) полоска, размеченная линиями (в основном шириной 10 микрон), разделенными одинаковыми промежутками. Мигающий огонек на фототранзисторе по разметке даст сигнал, похожий на А на рисунке 4.14. Один полный цикл равен движению в 20 микрон.
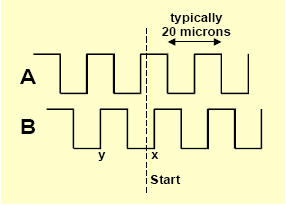
Рисунок 4.14 – Квадратурные сигналы

Рисунок 4.15 – Энкодер со стеклянной шкалой (готов к установке)
Другой огонек и фототранзистор, расположенный на расстоянии 5 микронов от первого, дает сигнал В, на четверть цикла опережающий А (отсюда и следует название квадратура).
Полное объяснение довольно длинное, но вы заметите что сигнал меняется каждые 5 микрон движения, так что разрешение шкалы равно 5 микронам. Мы можем сказать куда оно движется по последовательности изменений. Например если В идет от lo к hi когда А hi (точка х), значит мы движемся направо от обозначенного начала, а если В идет от hi к lo когда А hi (точка у) значит мы движемся влево от начала.
Mach3 предполагает наличие логических сигналов. Некоторые стеклянные шкалы (определенные модели Heidanhain) дают аналоговую синусоиду. Это позволяет умной электронике переходить к разрешению выше чем 5 микрон. Если вы хотите использовать это, тогда вам нужно будет сделать волну квадратной с помощью amplifier/comparator. Энкодеры с выводами TTL подключатся напрямую к ножкам ввода параллельного порта, но, так как шум исказит такты, лучше их подключить через т.н. триггер чип Шмита (Schmitt trigger chip). Шкалам требуется питание DC (часто это 5 вольт) для огоньков и любых установленных чипов.
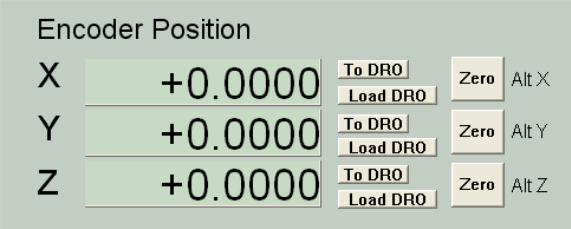
Figure 4.16 – Encoder DROs
Обратите внимание:
нельзя просто использовать линейную шкалу как энкодер обратной связи для серво привода, так как обратная подача в механическом приводе сделает серводвигатель нестабильным
не так просто подключить роторные энкодеры серводвигателя к DRO энкодеров. Это конечно привлекательное решение для ручного управления осями со считыванием положения. Проблема в том, что 0 вольт (общее) внутри сервопривода используемое для энкодеров двигателя почти наверняка не похоже на 0 вольт компьютера или breakout board. Соединение их вместе создаст проблемы – не поддавайтесь соблазну так сделать!
Главное преимущество использования линейных энкодеров на линейных осях это то, что их измерения не зависят от точности или обратной подачи винта, ремня, цепи привода.