

2.2.2. Тепловой режим работы валков
Неравномерность теплового расширения бочки валков влияет на поперечную разнотолщинность листов и полос. Величина тепловой выпуклости валков зависит от условий прокатки и прежде всего – темпа прокатки. Для листовых станов с диаметром рабочих валков 500-850 мм и длиной бочки 1450-3000 мм время формирования теплового профиля от начала процесса прокатки составляет 30 минут и даже более, а для опорных валков в несколько раз больше.
Нагрев рабочих валков происходит за счет тепла полосы, работы пластической деформации (частично переходящей в тепло), тепловыделения от трения шеек валков в подшипниках и по контакту между рабочим и опорным валком. Одновременно идет процесс отвода тепла от валков охлаждающей жидкостью, воздухом и через контакт валков с деталями клети.
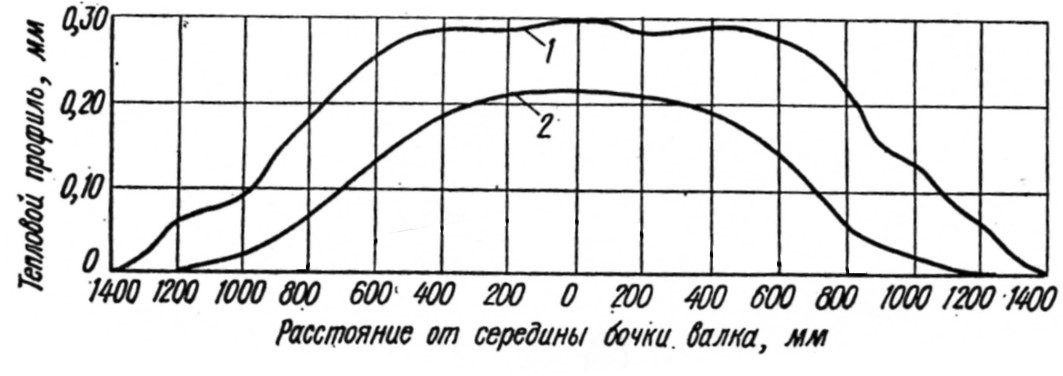
На рис.72 показаны полученные экспериментально тепловые профили рабочих валков.
|
Рис.72. Тепловой профиль рабочих валков ТЛС-2800 (1) и ШСГП-2500 (2) |
Для расчета тепловой выпуклости (профиля) валков используют зависимости:
на всей длине бочки валка
![]() ;
(7.12)
;
(7.12)
на длине бочки, соприкасающейся с прокатываемым листом
![]() .
(7.13)
.
(7.13)
Приняты обозначения: л – коэффициент линейного расширения материала валка; D – диаметр бочки валка; t0, tB, tL – температуры поверхности валка на середине, у кромок полосы, у края бочки.
Эти формулы справедливы при условии, что температуры на этих участках постоянны по всему поперечному сечению валка.
В действительности поверхностный слой валка толщиной 2-3 мм в очаге деформации нагревается до температуры, близкой к температуре полосы, а потом охлаждается водой до её температуры. Сам этот слой на тепловой профиль валка практически не влияет, но он передает тепло основной части валка, которая и создает тепловой профиль.
Как правило, распределение температуры по глубине валка неравномерно, а её изменения происходят с определенной инерцией по времени. Поэтому расчет тепловой выпуклости валка по зависимостям (7.12) и (7.13) может давать погрешность расчета до 50%.
Существуют
сложные методы расчета тепловой
выпуклости валков, которые используют
редко. Практика показала, что ведение
в уравнения (7.12) и (7.13) средних значений
температур для соответствующих участков:
![]() позволяет получать достаточно точные
результаты.
позволяет получать достаточно точные
результаты.
2.2.3. Упругая деформация валков
Под действием сил со стороны прокатываемого металла происходит упругий прогиб осей опорных и рабочих валков, их упругое сжатие на контакте рабочий-опорный валок и упругое сжатие рабочих валков на контакте с прокатываемой полосой (см. рис.70).
Суммарная упругая деформация валков зависит от
силы прокатки;
распределения межвалковых давлений по длине бочки валков;
размеров, материала и исходного профиля рабочих и опорных валков.
2.2.4. Плоскостность листов и полос
Нарушениями плоскостности являются волнистость и коробоватость (рис.73).
|
Рис.73. Нарушения плоскостности полос и листов и сопутствующие им деформации валков и распределение коэффициента вытяжки () по ширине полос и листов |
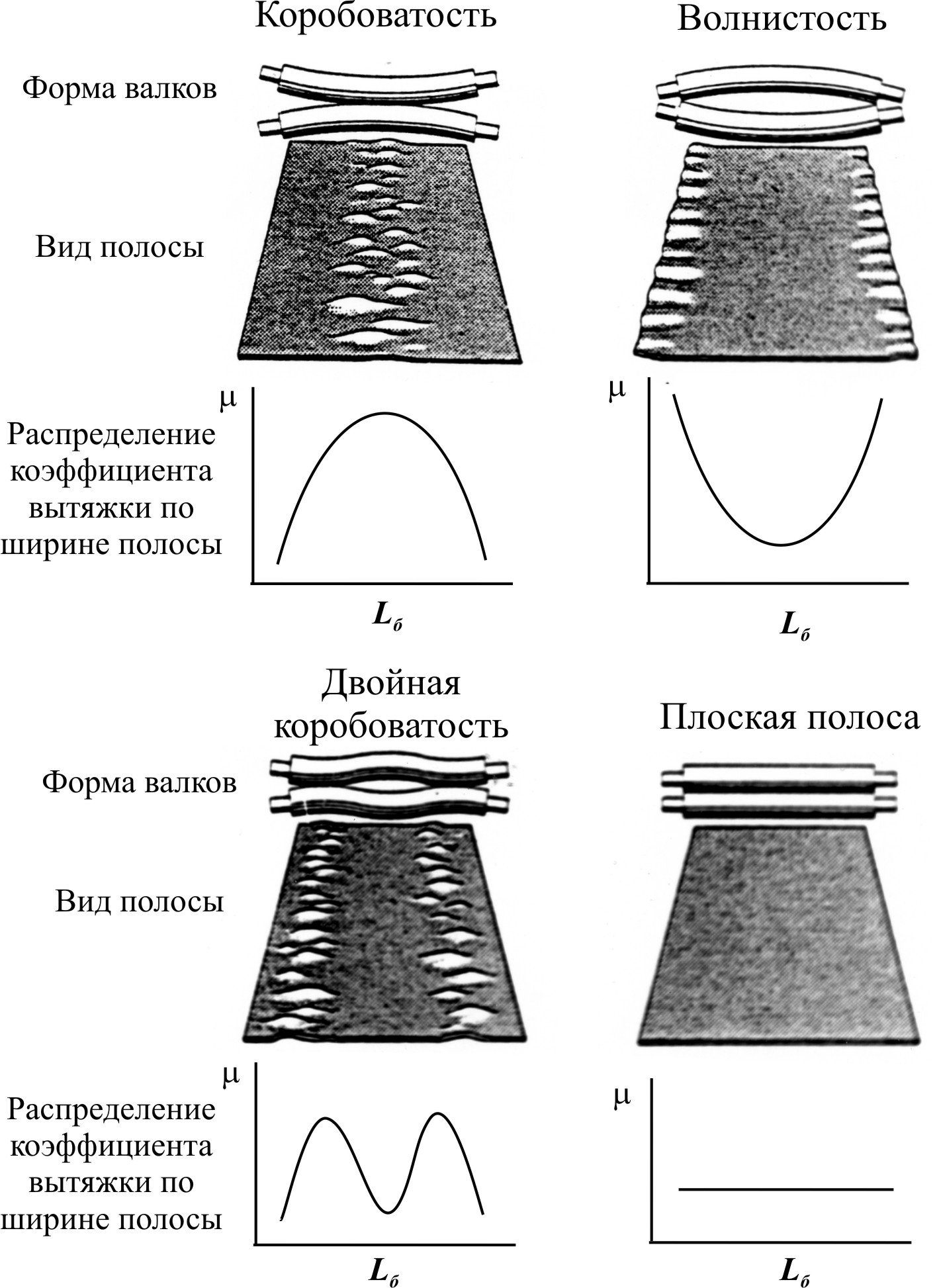
Основная причина неплоскостности полос – несоответствие профиля входящей в валки полосы фактической форме зазора между валками (непостоянство коэффициента вытяжки по ширине раската).
Это обусловлено
неравномерным распределением обжатий по клетям или проходам;
износом валков;
неудовлетворительным охлаждением валков (несимметричная тепловая выпуклость валков);
перекосом валков.