

2. Среднеслябовые лпа
Уже в первые годы разработки и реализации тонкослябовых ЛПА их авторы – фирмы SMS и MD – предусматривали возможность применения в модулях этого типа клети Стеккеля. Достоинство этих станов низкие капитальные и эксплуатационные затраты, а согласование по производительности с МНЛЗ ближе, чем при использовании непрерывной группы клетей.
Основными их недостатками в то время (начало 80-х годов прошлого века) были: высокая продольная и поперечная разнотолщинность полос, худшее качество их поверхности, нестабильность свойств металла по длине полос. Поэтому в первых ЛПА их применять не стали.
Возможности новых станов Стеккеля, эксплуатирующихся начиная с конца 80-х годов, позволили фирмам «Tippins» (США) и «Samsung» (Южная Корея) разработать процесс, получивший название Tippins-Samsung Process (TSP), базирующийся на применении в качестве прокатного агрегата стана Стеккеля. С использованием процесса TSP разработан ЛПА, получивший название среднеслябового (по толщине используемых слябов 100-125 мм).
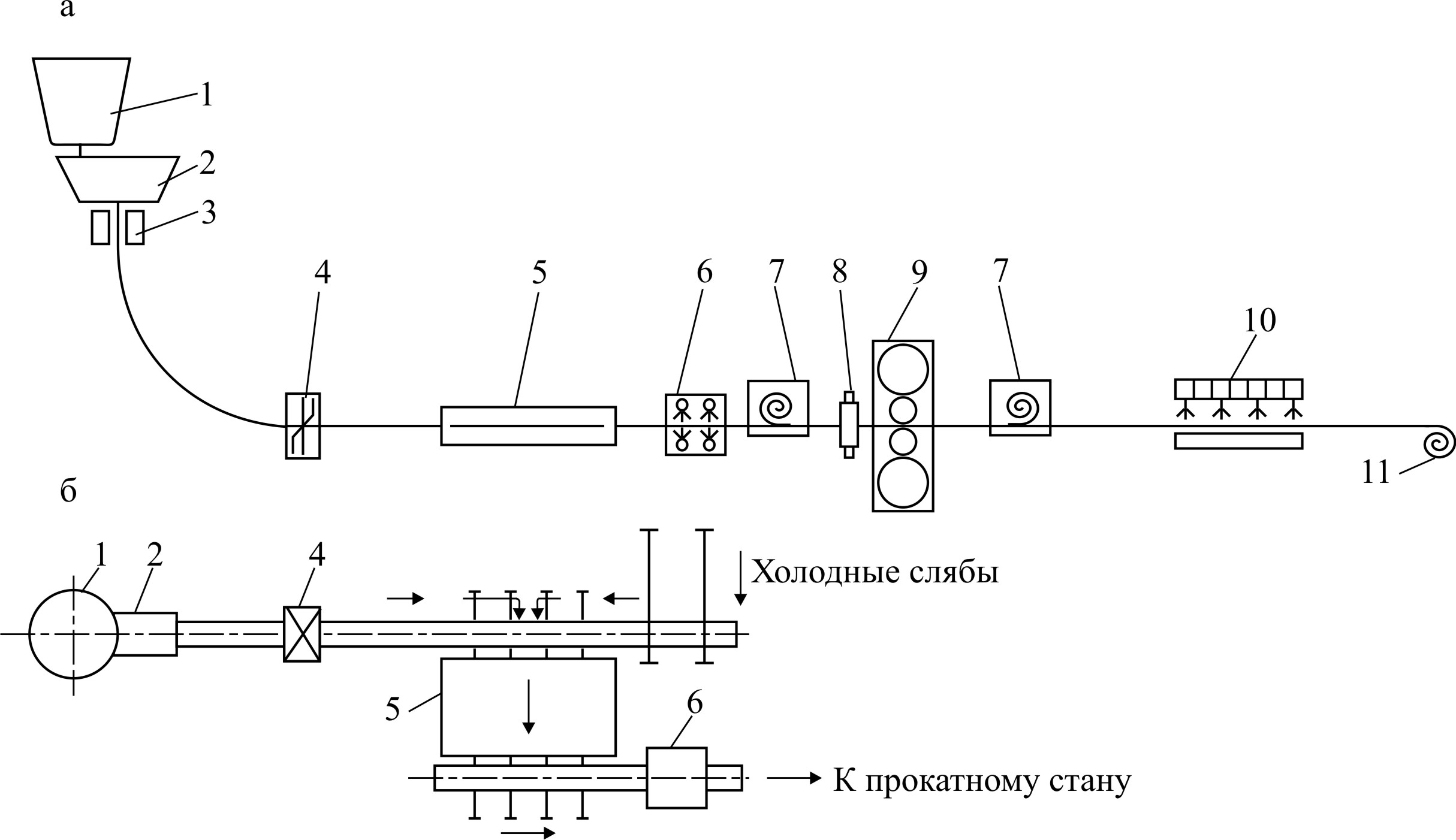
Первая реализация проекта произошла лишь в 1997 г. на заводе фирмы «IPSCO Steel» в Монтпелере (США) – одноручьевой ЛПА с отливкой слябов толщиной 125-150 мм и прокаткой полос минимальной толщины 1,5 мм в одной клети Стеккеля. Годовое производство ЛПА 1,2 млн.т (рис.59). Особенностями ЛПА являются применение методической печи с шагающими балками в качестве агрегата для выравнивания температуры и подогрева слябов перед прокаткой и наличие эджера для устранения косины слябов, образующейся при перестройке кристаллизатора на отливку слябов другой ширины.
|
Рис.59. Схема расположения основного оборудования среднеслябового ЛПА: (а - вид сбоку; б - вид сверху участка МНЛЗ и печи); 1 – разливочный ковш; 2 – промежуточный ковш; 3 – кристаллизатор; 4 – маятниковые ножницы; 5 – методическая печь; 6 – гидросбив; 7 – печи с моталками; 8 – эджер; 9 – клеть кварто; 10 – установка ускоренного охлаждения; 11 – моталка |
Аналогичный ЛПА в 1999 г. начал работать на предприятии «Nova Huta» (Чехия).
В дальнейшем были разработаны два варианта ЛПА: с применением стана Стеккеля с двухклетевой непрерывной группой и технологией TSP (первый вариант), и с одноклетевым станом Стеккеля, роликовой проходной печью и технологией CSP (рис.60).
|
Рис.60. Схема расположения основного оборудования ЛПА для реализации процесса TSP (а) и CSP (б): 1 – поворотный стенд; 2 – разливочные ковши; 3 – промежуточный ковш; 4 – МНЛЗ; 5 – ножницы; 6 – посадочная решетка; 7 – сляб; 8 – методическая печь; 9 – рольганг; 10 – печные моталки; 11 – задающие ролики; 12 – двухклетевая группа; 13 - тянущие ролики; 14 – подпольные моталки; 15 – проходная роликовая печь |

Большими достоинствами ЛПА с применением станов Стеккеля являются следующие:
низкие капитальные затраты (при составе комплекса – электросталеплавильный цех, установка печь-ковш, МНЛЗ, нагревательная методическая печь, стан Стеккеля, здания и сооружения, газоочистка, водяной оборотный цикл, вальцетокарная – 200 млн. долларов США в масштабе цен середины 90-х годов прошлого века);
широкий сортамент по маркам стали и размерам;
при двухручьевом ЛПА не возникает сложностей в слиянии двух потоков слябов в один;
возможность регулирования ширины раскатов в линии прокатки и обжатия кромок;
возможность удаления из технологического потока дефектных слябов, их ремонта и холодного посада;
прокатка металла в строго заданном узком температурном интервале;
в зависимости от сортамента прокатываемых полос и числа клетей в стане возможность обеспечения годового производства агрегата от 400 тысяч до 2 млн.т.
Недостатками ЛПА такого типа являются:
необходимость частой перевалки валков из-за совмещения черновой и чистовой прокатки в одной и той же клети;
увеличение расстояния между печной моталкой и рабочими валками из-за установки клетей с вертикальными валками.