

5. Схемы прокатки толстых листов
Прокатка толстых листов на реверсивных станах имеет определенные особенности, обусловливающие применение различных схем прокатки. Основная причина заключается в том, что из сляба большой толщины и относительно небольших длины и ширины необходимо получить лист большой ширины и длины и малой толщины. Достаточно большое разнообразие схем прокатки можно разбить на три группы: продольные, поперечные и продольно-поперечные схемы прокатки.
Продольная схема прокатки
|
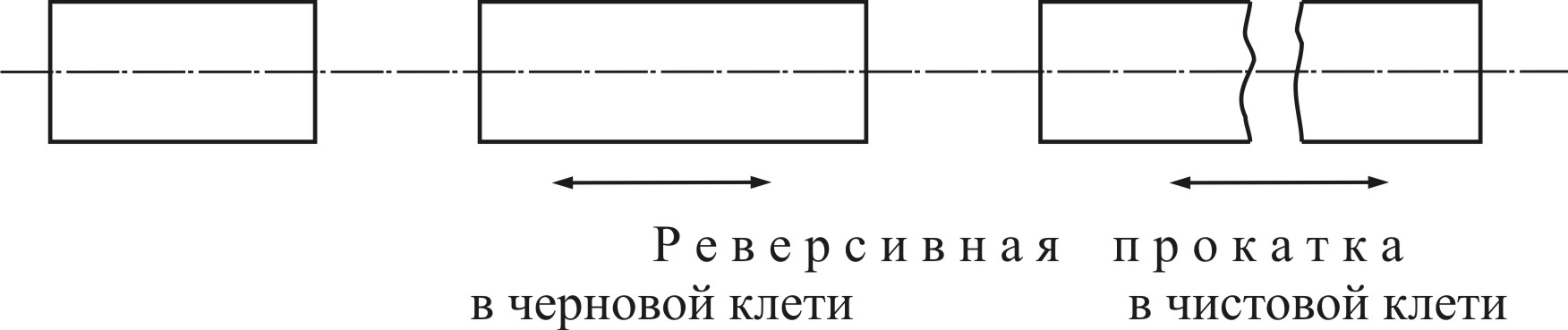
При использовании такой схемы необходимо выполнение условия
Всляба = bлиста + ,
где – допуск на боковую обрезь.
С учетом того, что на современных МНЛЗ отливают слябы шириной более 3 метров, эта схема становится реальной.
Продольно-поперечные схемы прокатки
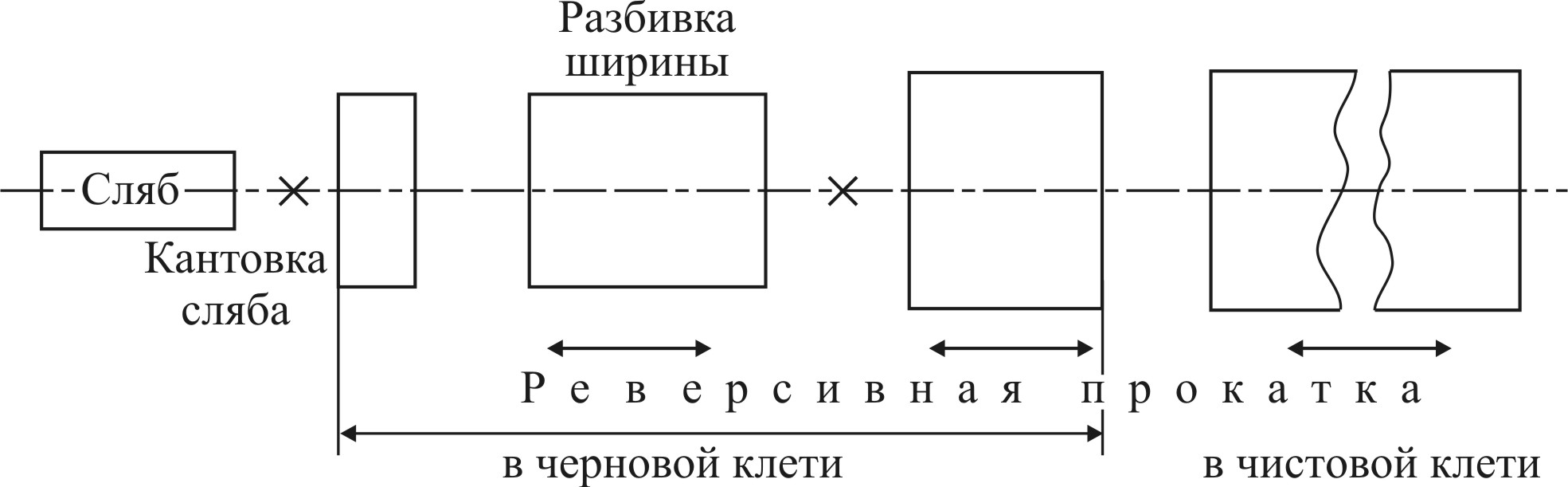
Эту схему прокатки применяют, когда необходимо получить широкий лист. Под разбивкой ширины понимают операцию, когда после кантовки сляба раскат прокатывают до длины, равной ширине будущего листа плюс допуск на боковую обрезь.
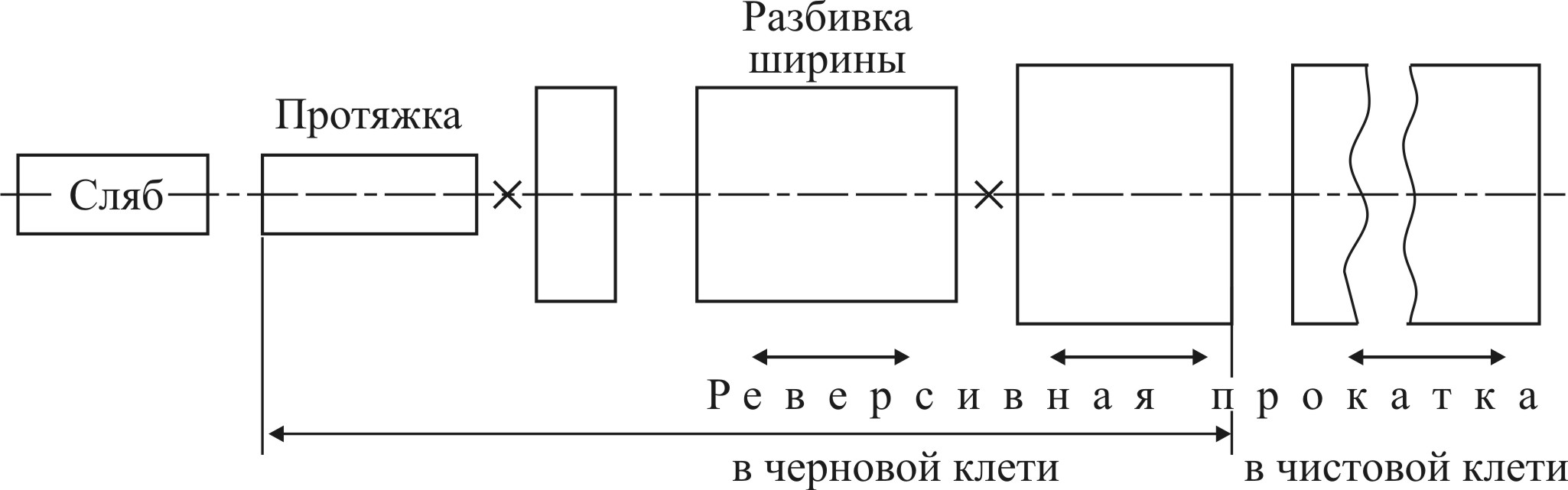
В схеме появилась еще одна операция – протяжка. Она способствует улучшению формы раскатов в плане, которую следует максимально приблизить к прямоугольной. Кроме того, она важна при поперечной схеме прокатки.
Поперечные схемы прокатки
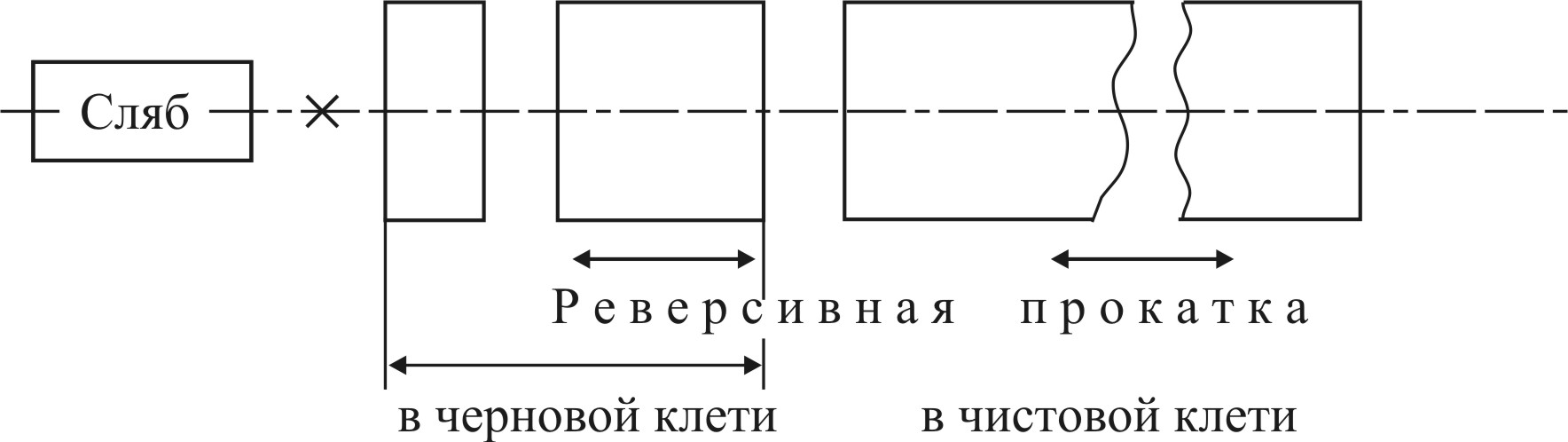
Для реализации этой схемы необходимо выполнение условия
Lсляба = bлиста + .
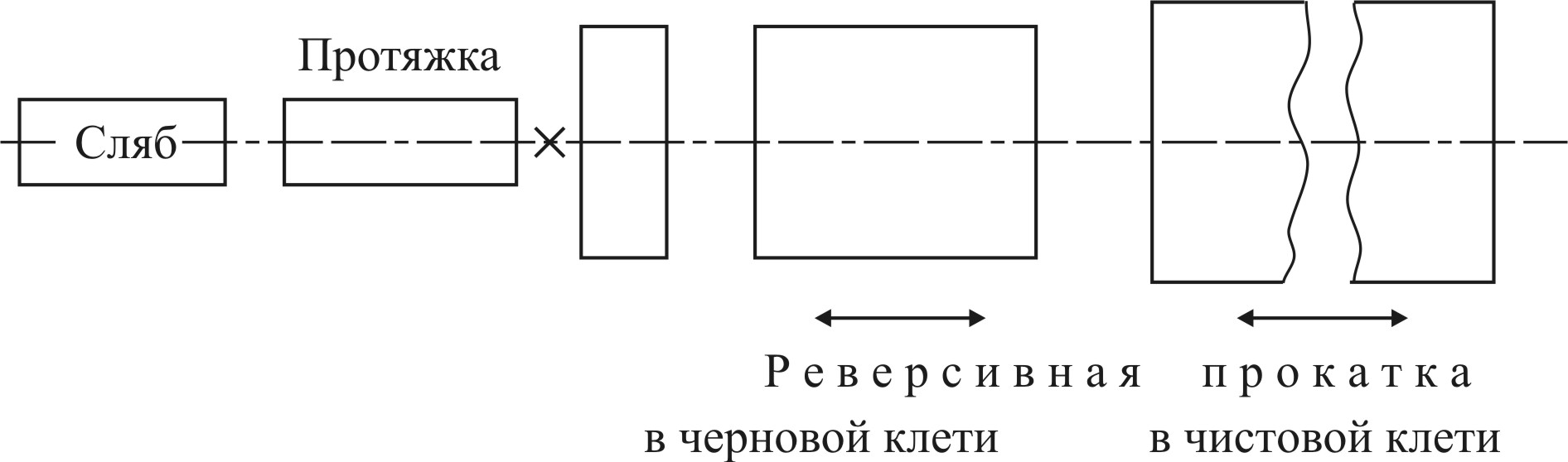
Здесь протяжка, кроме способствования улучшению формы раската в плане, позволяет получить длину раската равную: lраската = bлиста + .
Схемы прокатки в значительной мере определяют форму раската в плане, производительность стана, расход металла и качество листов.
Наиболее производительной из рассмотренных схем является чисто продольная схема. Она позволяет исключить кантовки раската, не ограничивает длину сляба (в этом случае длина сляба ограничивается только шириной печи), вдоль кромок раската образуются участки шириной 200-250 мм, свободные от неметаллических включений, что гарантирует качество сварного шва и прилегающих к ним участков в сварных конструкциях.
Недостатком чисто продольной схемы прокатки является увеличение анизотропии металла в продольном и поперечном направлениях, что сказывается на показателях ударной вязкости при низких температурах: минус 40, минус 60С.
6. Формоизменение раскатов на тлс
Форма раскатов в плане определяет величину торцевой и боковой обрези, а следовательно, и расходный коэффициент металла. Минимальная обрезь имеет место при идеально прямоугольной форме раската в плане. Однако на практике этого добиться пока невозможно.
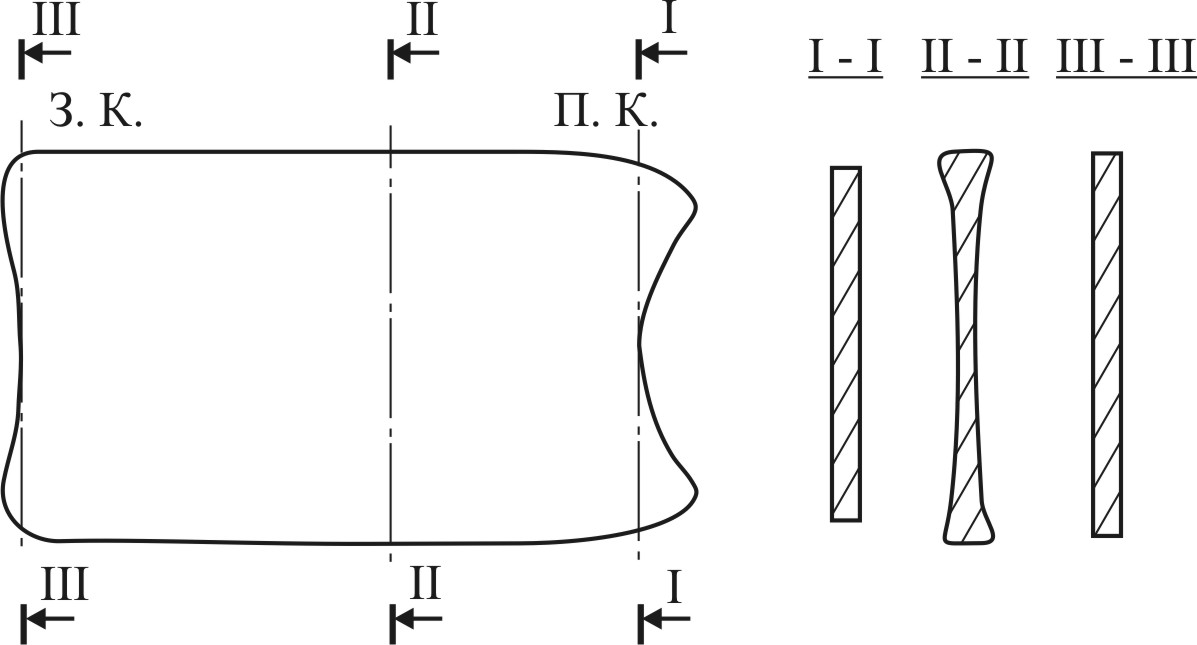
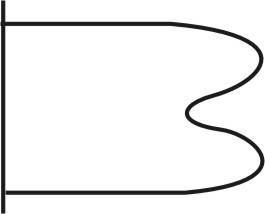
При прокатке сляба или раската в клети с вертикальными валками раскат и его поперечные сечения приобретают вид, показанный на рис.11.
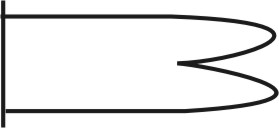
Из рисунка видно, что концы раската имеют суженную форму, причем передний конец сужен больше, чем задний. Непостоянными являются и поперечные сечения раската. Сечения I и III имеют прямоугольную форму, а сечение II характеризуется наплывами в местах контакта раската с валками (приконтактное уширение). Это объясняется явлениями, схематично представленными на рис.12.
|
Рис.11. Схема формы раската в плане после прокатки в вертикальных валках: П.К., З.К. - передний и задний концы раската; I–I, II–II, III-III – поперечные сечения раската на соответствующих участках |
Сужение концов раската в вертикальных валках объясняется следующим. Пока длина переднего конца раската не достигла длины, достаточной для того, чтобы стать жесткой внешней зоной, деформация осаживания в очаге деформации распространяется не только на очаг деформации, но и на пока неполную внешнюю зону раската, которая продолжает деформироваться и после выхода из валков. Это условно представлено как дискретный процесс на рис.12 а.
|
Рис.12. Схемы формирования передних концов раскатов при их прокатке в вертикальных (а) и горизонтальных (б) валках |
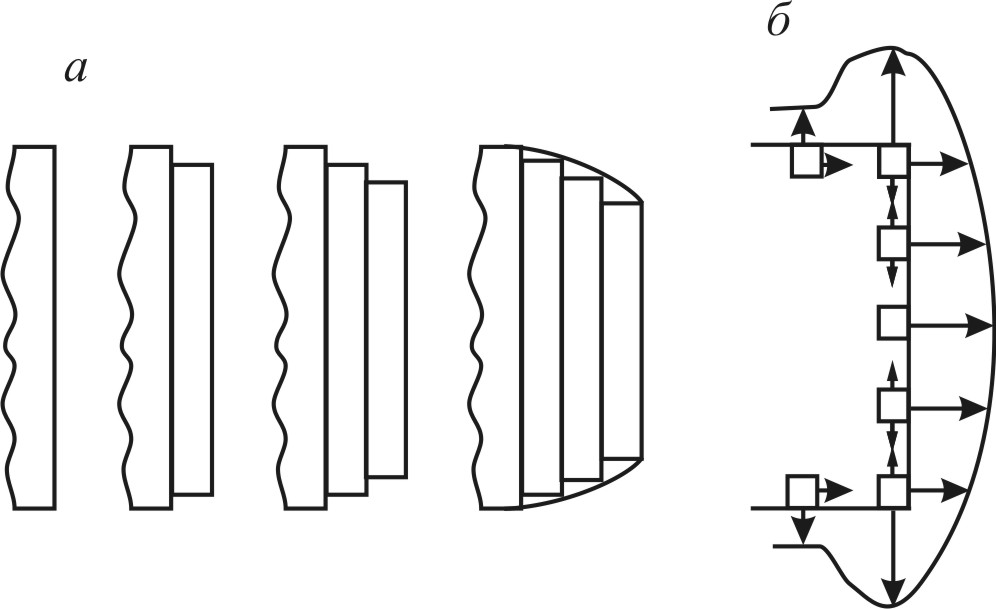
Пока не образовалась передняя внешняя зона раската, способная выдержать дополнительные напряжения, металл течет в продольном направлении. Когда внешняя зона образовалась, то приконтактные участки металла вынуждены «выпучиваться», возникает приконтактное уширение. Сечения I и III, имея прямоугольную форму, различаются по размерам - сечение I по ширине (на рис.11 – по высоте) меньше сечения III, что обусловлено большей утяжкой переднего конца раската. Оба описанных явления (утяжка концов и формирование различной их поперечной формы) объясняются особенностями условий деформации металла в высоком и узком очаге деформации.
После обжатия наплывов в средней части раската в горизонтальных валках металл их переходит на узкие грани и формирует выпуклость боковых граней в плане, то есть сужение концов усугубляется, так как на концах раскатов наплывов не было. Переход наплывов на узкие грани полностью реализуется уже в первом же пропуске в горизонтальных валках.
Веерообразное уширение концов раскатов в горизонтальных валках (см. рис.12 б) объясняется отсутствием достаточной по длине внешней зоны. Процесс прокатки переднего конца раската можно представить как его осадку. В начальный период металл крайних участков раската имеет большую возможность для течения в сторону уширения, так как с этой стороны не испытывает сопротивления других участков полосы, меньшую - в продольном направлении и совсем незначительную – в сторону соседнего участка. Металл следующих участков испытывает сопротивление движению в сторону уширения и преимущественно течет в продольном направлении. Металл центральных участков течет, главным образом, в направлении прокатки. На заднем конце раската происходят аналогичные явления, но в несколько меньшей степени, так как деформации заднего конца раската, как неполной внешней зоны, предшествует основная деформация. Следовательно, после прокатки как в горизонтальных, так и в вертикальных валках раскат имеет не только искаженную форму концов, но и становится несимметричным.
Одной из основных причин искажения формы боковых граней раската является неравномерность деформации. При значениях отношения lд/hср=0,40,8 пластическая деформация не проникает по всей высоте раската. В результате этого явления уширение получают только слои металла, находящиеся у контактной с валком поверхности. Поперечное сечение боковой грани принимает вид, показанный на рис.13.
Таким образом, по показателю lД / hср можно прогнозировать форму боковых кромок раската.
Образование закатов на боковых кромках раската обусловливает увеличенную боковую обрезь, а следовательно, снижает выход годного. Поэтому при прокатке плит из слитков, пока раскат еще толстый и «двойная бочка» только формируется, производят периодические обжатия раската в клети с вертикальными валками (см. технологический поток 1).
-
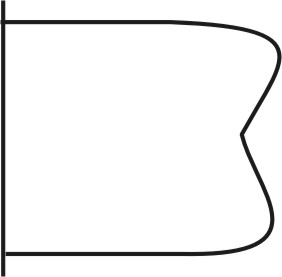
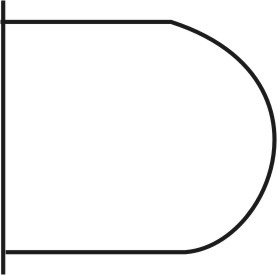
lД / hср = 0,4-0,8. Деформация не проникает на всю глубину раската. Образуются наплывы в виде «двойной бочки».
lД / hср = 0,8. Прекращается образование наплывов, деформация проникает на всю глубину раската. Начинается смыкание наплывов.
lД / hср > 0,8. Образование заката.
lД / hср > 1. Деформация проникает на всю глубину раската. Образуется выпуклая кромка.
Рис.13. Схема формоизменения боковой кромки раската