

4 Уровень.Вопрос №21 Управление станком 16к20т1
Станок 16К20Т1 предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения различного профиля. Обработка ведется в один или несколько рабочих ходов в замкнутом полуавтоматическом цикле; на станке можно нарезать резьбы.
Станок выпускают в двух исполнениях: 16К20Т1 и 16К20Т1.01. В станке 16К20Т1.01 имеется (как и в станке 16К20Ф3) девяти-скоростная автоматическая коробка скоростей, автоматический шести-позиционный резцедержатель с горизонтальной осью поворота, но может применяться ручной резцедержатель под быстросменные блоки. В станке 16К20Т1 имеется шпиндельная бабка с ручной установкой скоростей и возможностью автоматического изменения их величины в 2 раза по программе. Класс точности станка П.
Техническая характеристика станка 16К20Т1. Наибольший диаметр обрабатываемой заготовки над станиной 500 мм, над суппортом 215 мм; наибольший диаметр прутка, проходящего через отверстие в шпинделе, 53 мм; наибольшая длина обрабатываемой заготовки 1000 мм; число позиций автоматического резцедержателя 6; число частот вращения шпинделя 24 (в станке 16К20Т1.01 число частот вращения шпинделя 22); пределы частот вращения шпинделя 10 ... 2000 мин-1 (12,5 ... 2000 мин-1 в станке 16К20Т1.01); пределы рабочих подач (бесступенчатое регулирование): продольных 0,01 ... 2,8 мм/об, поперечных 0,005 ... 1,4 мм/об; скорость быстрых ходов: продольных 6000 мм/мин, поперечных 5000 мм/мин; величина шага нарезаемых резьб 0,01 ... 40,959 мм; дискретность перемещений: продольных 0,01 мм, поперечных 0,005 мм; габаритные размеры станка (без электрошкафа привода подач) 3200X1700X1700 мм.
5 Уровень.Вопрос №20.Зажимные устройства крепления заготовок токарных станков с чпу
Зажимные устройства базируют по специальным поверхностям переднего конца шпинделя и пиноли задней бабки. На шпинделе эти поверхности выполнены в виде узкого уступа небольшой длины, торца фланца и центрального конического отверстия. Зажимные устройства, передающие крутящие моменты, базируют по конусному уступу и крепят к фланцу. Устройства для более легких работ и центры можно устанавливать в центральное коническое отверстие шпинделя.
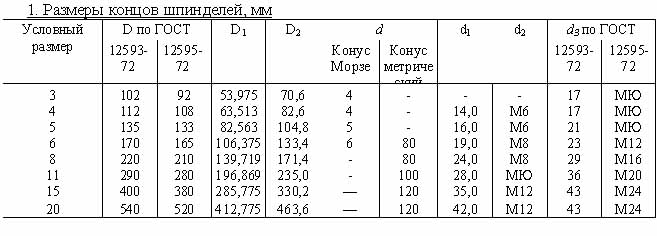
Размеры концов шпинделей токарных станков регламентированы требованиями ГОСТ 12593—72 и ГОСТ 12595—72 (рис. 1, а), Первый ГОСТ относится к фланцевым концам под поворотную шайбу (в этом случае во фланце есть гладкие отверстия), второй — к фланцевым концам с закреплением зажимных устройств к шпинделю без поворотной шайбы (во фланце — резьбовые отверстия).
Установлен ряд условных размеров концов шпинделей (табл. 1).
При использовании поворотной шайбы появляется возможность быстрой смены зажимного устройства. Поворотную шайбу 2 (рис. 1, 6) размещают сзади фланца шпинделя 7. Она имеет фигурные пазы, выполненные в виде расточек большого диаметра и пазов меньшего размера. Втулками 4 и винтами 5 шайба удерживается в осевом направлении вблизи от фланца, но ее можно поворачивать на шпинделе на угол 15—25° (в зависимости от размера конца шпинделя). В зажимное устройство 6 (патрон, планшайбу и др.) ввернуты штыри 1. В положении сборки поворотную шайбу разворачивают таким образом, чтобы в большие отверстия фигурных пазов поворотной шайбы прошли гайки 3. В исходном положении между торцом зажимного устройства и фланцем шпинделя должен быть зазор 0,03—0,1 мм (большие размеры для больших условных размеров шпинделей).