

3 Уровень вопрос№ 21. Передача винт-гайка качения
Передачи винт — гайка качения в приводах подач станков с ЧПУ нашли широкое применение благодаря некоторым преимуществам по сравнению с винтовыми парами скольжения. Винтовые пары качения имеют высокий КПД, в них коэффициенты трения покоя и движения близки друг другу по величине, силы трения не зависят от скорости движения. При выборе зазора в паре образуется без зазорная передача с достаточно высокой осевой жесткостью. Передача состоит из винта 1, гайки 2, комплекта шариков 3 и устройства 4 для возврата шариков. В наиболее распространенной конструкции шарики возвращаются по каналу, выполненному во вкладыше. Последний размещен в окне гайки. Канал во вкладыше соединяет конец витка с его началом, тем самым образуется замкнутый контур, по которому циркулируют шарики. Чаще всего в станках с ЧПУ применяют гайки, имеющие три независимых рабочих контура (витка), в этом случае окна со вкладышами размещают под углом 120° друг к другу со сдвигом в осевом направлении на один шаг винтовой линии.
4 Уровень.Вопрос №20 Управление станком 16к20ф3с5.
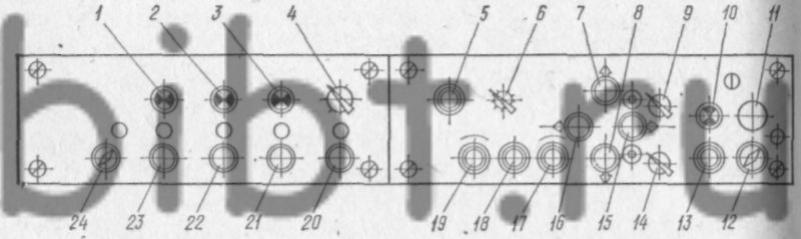
Управление станком может производиться как с пульта, расположенного на самом станке, так и с пульта, расположенного на устройстве числового программного управления Наличие напряжения на пульте станка подтверждается загоранием сигнальной лампы 10. Включение гидропривода осуществляется нажатием кнопки 22 «Пуск гидроагрегата», а выключение — кнопки 21 «Стоп гидроагрегата». Включение насоса станции смазки происходит автоматически при включении станка, при этом загорается сигнальная лампа «Контроль смазки» 1. В случае необходимость можно дополнительно осуществить подачу масла нажатием кнопки «Толчок смазки» 23. Подача масла осуществляется в течение всего времени нажатия кнопки, и это надо учитывать, чтобы избежать избыточной подачи масла. Нормальная работа системы смазки подтверждается сигнальными лампами «Подогрев масла» 3 и «Масло разогрето» 2.
Перед началом работы переключатель 9 режима работы станка ставится в требуемое положение: ручное управление, режим автоматического цикла, покадровый режим. В положении «Ручное управление» возможно управление станком с помощью кнопок и переключателей, расположенных на пульте станка. Так, например, можно включить кнопку 20 «Включение поворота резцедержателя», после чего переключателем 4 позиций резцедержателя устанавливается требуемое положение инструментальной головки. Включение прямого вращения шпинделя осуществляется кнопкой 19, а обратного— кнопкой 17. Выключение вращения шпинделя производится кнопкой 18 «Стоп шпинделя». Включение подачи осуществляется при помощи кнопок 7, 8, 16 и 15. Направление движения указано стрелками рядом с кнопками. Величины подач задаются переключателями режима перемещения инструмента 14. Останов производится с помощью переключателя 12 «Стоп подачи». Выбор требуемого числа оборотов шпинделя производится переключателем скоростей шпинделя 6 при использовании кнопки 5 «Толчок шпинделя». На пульте станка имеется кнопка 11 «Аварийный стоп», при нажатии которой выключаются все системы станка. При положении переключателя 9 режима работы станка «Режим автоматического цикла» возможна работа по программе. В этом случае необходимо нажать кнопку 13 «Пуск программы». Включение охлаждения производится с помощью переключателя 24.