

 Рис.
2.1.1. Классификация реакторов периодического
и непрерывного действия
Рис.
2.1.1. Классификация реакторов периодического
и непрерывного действия
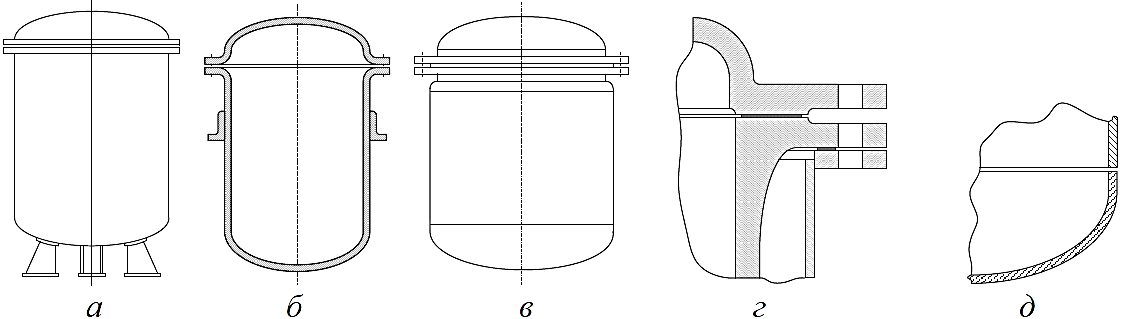
Рис.2.1.2. Влияние способа изготовления на конструкцию аппарата:
а – сварной аппарат; б – литой реактор; в – реактор с рубашкой; г – крепление рубашки литого аппарата к корпусу; д – приварка днища к корпусу аппарата
Таблица 2.1.1.
Характеристики и примеры использования сталей в оборудовании
производств полимеров
Марка стали |
|
Свойства |
Применение |
||
ГОСТ |
σp. МПа |
σу, МПа |
εу. % |
||
Ст.3 |
380-94 |
420 |
200 |
26 |
Корпусные детали, рамы, лапы и стойки, крепежные и соединительные детали, детали трубопроводов, штуцера, фланцы. |
Ст.5 |
380-94 |
580 |
260 |
19 |
|
Ст.6 |
380-94 |
600 |
300 |
14 |
|
Ст.30 |
1030-80 |
|
|
|
Валы, детали муфт, цилиндры, гидравлических прессов, литьевых машин, лопасти и детали мешалок, плунжеры насосов и др. |
Ст.35 |
|||||
Ст.45 |
|||||
Ст.60 |
|||||
X18H10T X23H18 Х17Н13М2Т X28JI 12Х18H3T |
7350-80 7350-S0 7350-S0 7350-80 7350-80 |
530 640 600 |
234 310 280 |
38 18 24 |
Центральные обечайки, крышки, фланцы, детали мешалок, горловины аппаратов и т.д. |
40ХН2МА |
|
|
|
|
Гильзы и корпуса материальных цилиндров, червяки и наконечники шнеков литьевых машин и т.д. |
38XM10A |
|
|
|
|
|
Таблица 2.1.2.
Свойства и применение пластмасс
Материал |
Разрушающее Напряжение, МПа |
Допустимые рабочие температуры, °С |
Применение |
|
Растяжение |
Сжатие |
|||
Фторопласт Ф-4 Фторопласт Ф-3 Фторопласт Ф-40 |
14-25 35-40 30-45 |
30 40 40 |
250-270 120-160 160-200 |
Трубы, покрытия, уплотнения, вкладыши подшипников, прокладки. |
Винипласт ВН Полиамид П-68 Капролон-В |
55 45-60 55—90| |
80 70—80 125 |
80-100 60 90 |
Трубы, емкости до 1м3, листы, вкладыши подшипников, втулки, прокладки, покрытия, зубчатые колеса, упругие шайбы. |
Фаолит |
12-3S |
30-60 |
80—120 |
Листы, емкости до 1,4м3, ванны, трубы и фитинги к ним. |
Стеклопластики, плакированные термопластами |
До 350 |
200 |
120 |
Оболочки, корпуса, трубы реакторов низкотемпературных процессов. |
Полиимид |
До 170 |
До 150 |
320 |
Детали, работающие в условиях повышенной радиации |
Таблица 2.2.1
Балл коррозионной стойкости металлов и скорость коррозии
Группа стойкости |
Балл коррозионной стойкости |
Скорость коррозии, мм/год |
Совершенно стойкие |
1 |
0,001 |
Весьма стойкие |
2 |
0,001...0,005 |
Стойкие |
4 |
0,01...0,05 |
Понижено стойкие |
6 |
0,1...0,5 |
|
7 |
0,5... 1,0 |
Малостойкие |
8 |
1,0... 5,0 |
|
9 |
5...10,0 |
Нестойкие |
10 |
10 |
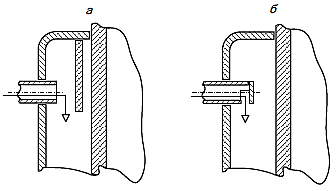
Рис.2.2.2. Ввод теплоносителя в рубашку обогреваемого реактора
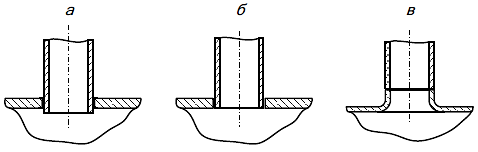
Рис.2.2.3. Варианты приварки патрубков к аппарату
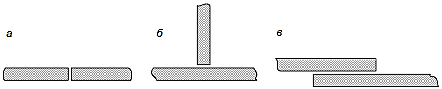
Рис.2.3.1. Типы сварных соединений: а – встык; б – втавр; в – внахлест
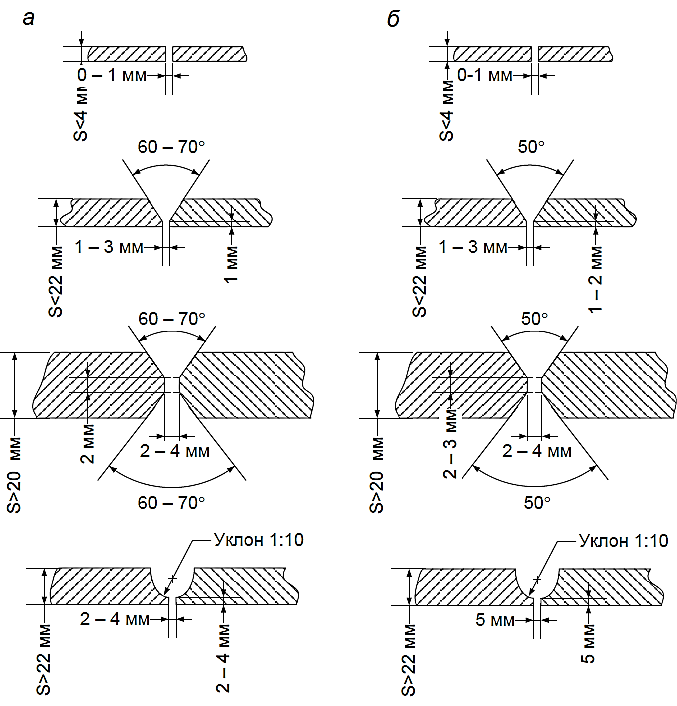
Рис.2.3.2. Подготовка кромок для ручной и автоматической сварки под слоем флюса: а – ручная сварка; б – автоматическая сварка
|
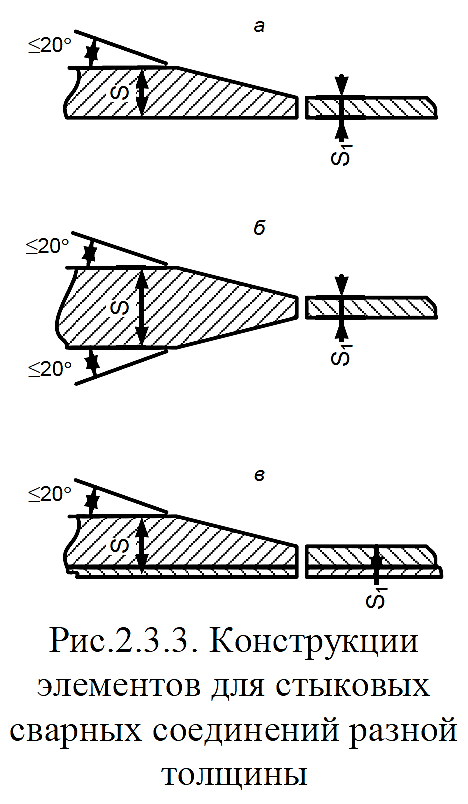
Рис.2.3.3. Конструкции элементов для стыковых сварных соединений разной толщины |
|
Рис.2.3.4. Расположение сварных швов на обечайке аппарата |
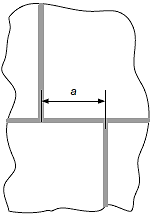
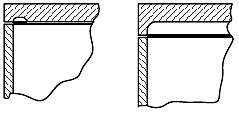
Рис.2.3.5. Варианты соединения массивных деталей с обечайкой:
а – с проточкой (канавкой); б – с шейкой
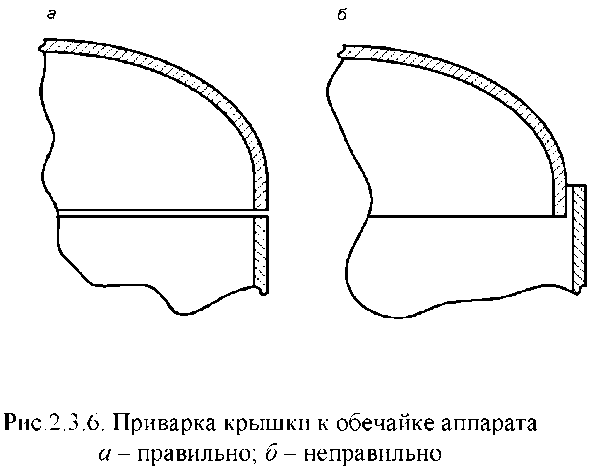
Рис.2.3.6. Приварка крышки к обечайке аппарата: а – правильно; б – неправильно
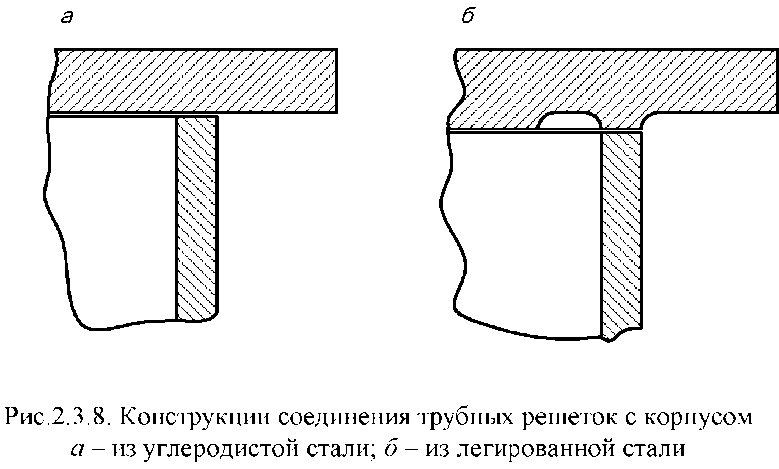
Рис.2.3.8. Конструкции соединения трубных решеток с корпусом
а – из углеродистой стали; б – из легированной стали
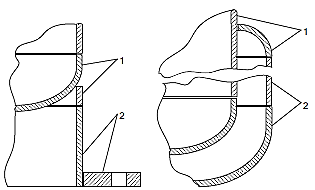
Рис.2.3.9. Применение промежуточных деталей при сварке легированных и углеродистых сталей: 1 – легированная сталь; 2 – углеродистая сталь
|
Рис.2.3.10. Приварка детали из углеродистой стали (1) к легированной стали (2) |
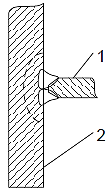
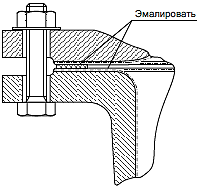
Рис.2.3.11. Фланцевое соединение для крышки эмалированного реактора
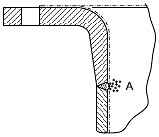
Рис.2.3.12. Нарушение эмалевого покрытия в месте сварного шва
|
Рис.2.3.13. Цилиндрическая обечайка: D – внутренний диаметр, s – толщина стенки, L – длина обечайки, |
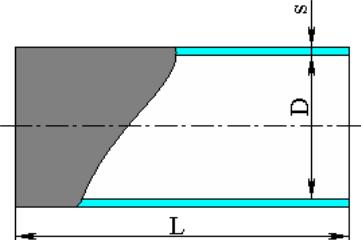
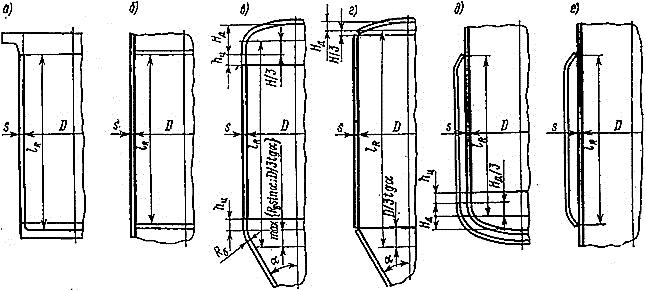
Рис. 2.3.14. Конструкции гладких цилиндрических обечаек (корпусов) аппаратов:
а — с фланцем и плоским днищем; б — с жесткими внутренними перегородками;
в — с отбортованными эллиптическим и коническим днищами; г — с неотбортованными сферическим и коническим днищами; д — с рубашкой на нижней части аппарата; е — с рубашкой на средней части аппарата
|
Рис. 2.3.14.а. Взаимное расположение валков при гибке на трехвалковых вальцах. |
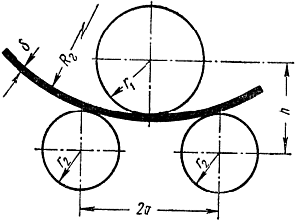
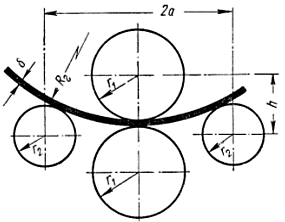
Рис. 2.3.14.б. Взаимное расположение валков при гибке на четырехвалковых вальцах.
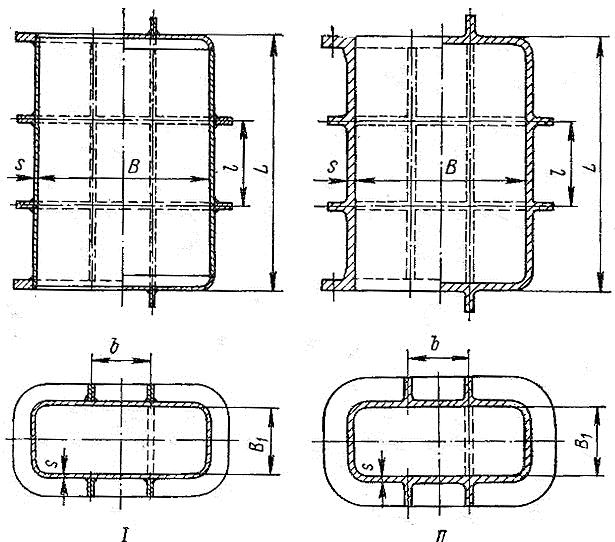
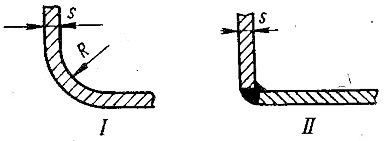
Рис.2.3.15. Основные типовые конструкции коробчатых обечаек химических аппаратов: I – сварные; II – литые
|
Рис. 2.3.16. Сопряжение под углом плоских прямоугольных стенок: I — для стенок из листов R ≥ 5S; для литых стенок R > 2S; II — допускаемое для сварных аппаратов, работающих под наливом |
|
Рис. 2.3.17. Поперечное сечение укрепляющего ребра для плоской прямоугольной литой стенки; hp = 5sp; R≥0,5sp. |

|
|
|
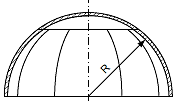
Рис.2.4.1. Полушаровое днище |
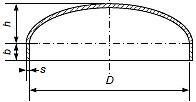
Рис.2.4.2. Эллиптическое днище |
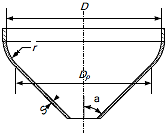
Рис.2.4.3. Коническое днище с отбортовкой |
|
Рис.2.4.4. Конструкции соединения конических и цилиндрических частей стальных аппаратов: а – с отбортованной вставкой; б – без отбортовки; в – с укрепляющим кольцом; г – без отбортовки и укрепляющего кольца |
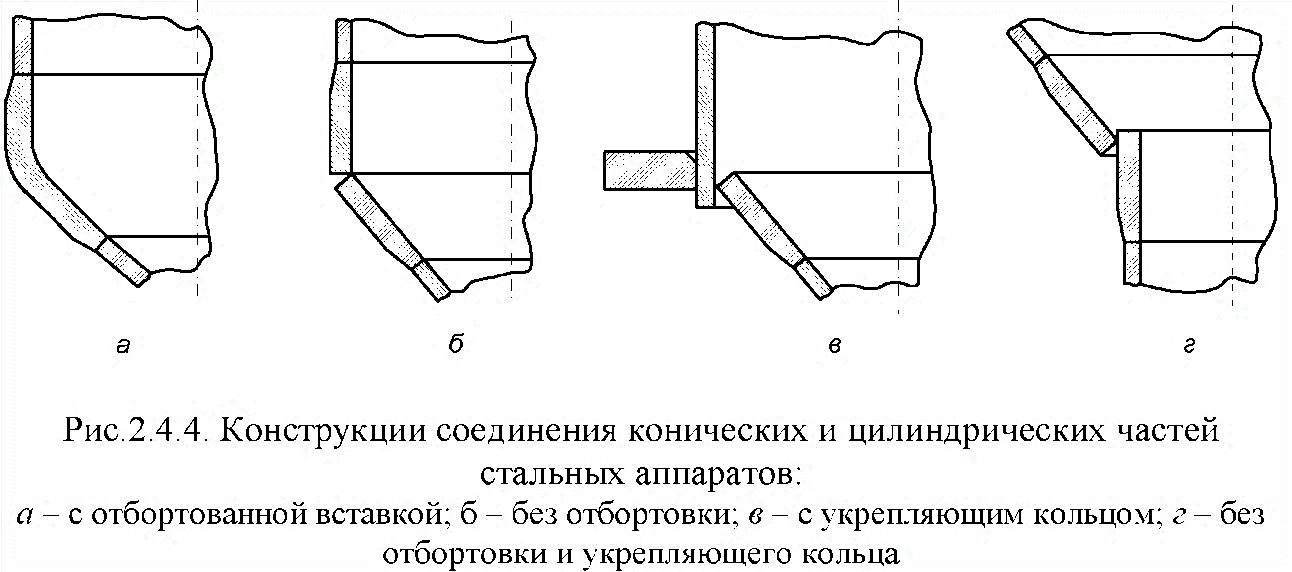
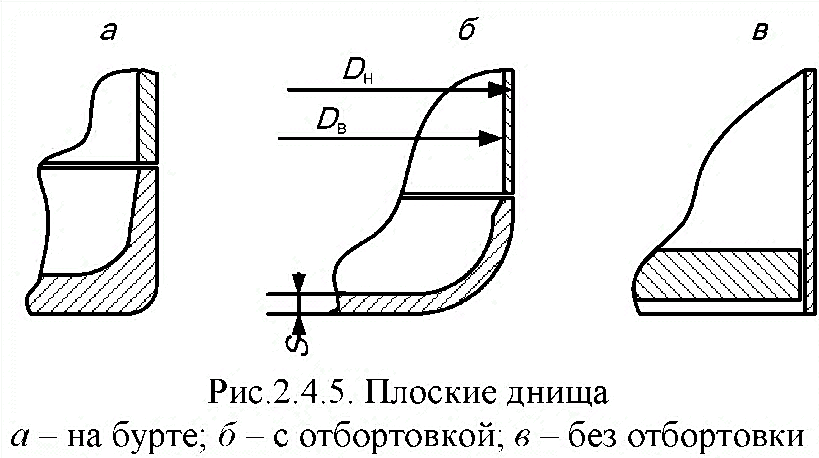
Рис.2.4.5. Плоские днища: а – на бурте; б – с отбортовкой; в – без отбортовки
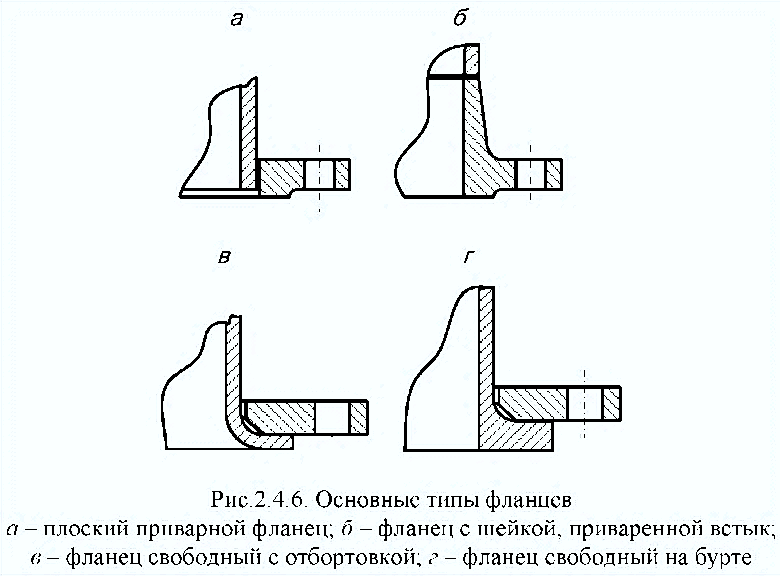
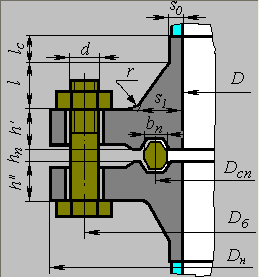
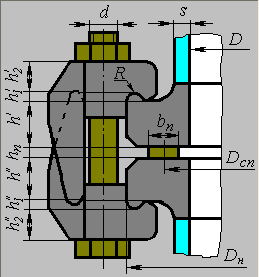
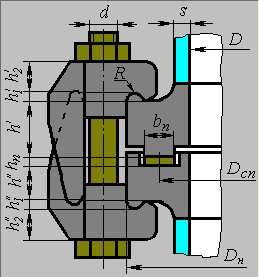
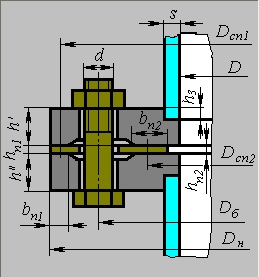
Рис.2.4.6. Основные типы фланцев
а – плоский приварной фланец; б – фланец с шейкой, приваренной встык;
в – фланец свободный с отбортовкой; г – фланец свободный на бурте
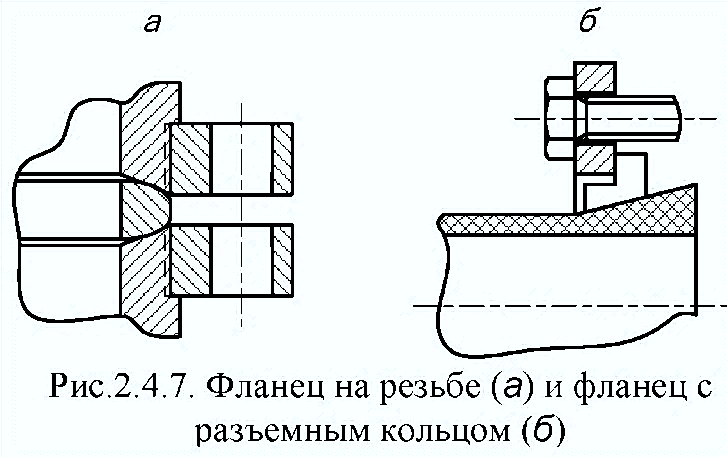
Рис.2.4.7. Фланец на резьбе (а) и фланец с разъемным кольцом (б)
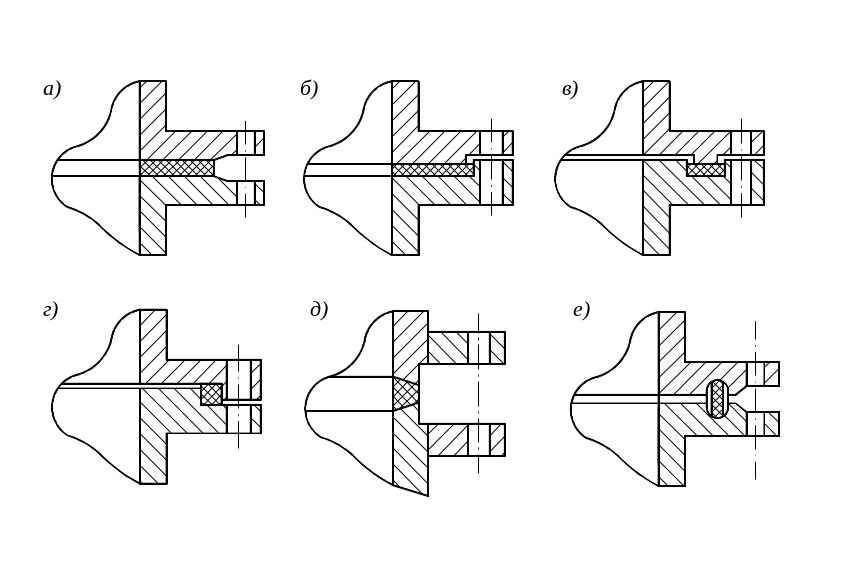
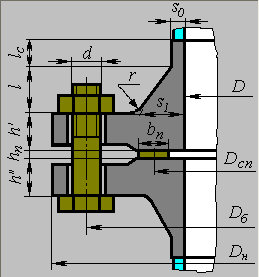
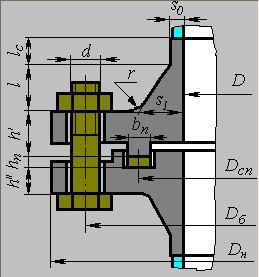
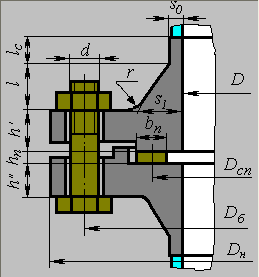
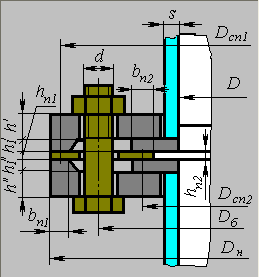
Рис.2.4.8. Типы уплотнительных поверхностей фланцевых соединений:
а – с плоской уплотнительной поверхностью; б – с выступом-впадиной;
в – соединение "шип-паз"; г – соединение "в замок"; д – с линзовой прокладкой; е – с овальной прокладкой
Тип фланцевого соединения: Приварные встык |
|||
Плоские |
Шип-паз |
Выступ-впадина |
Восьмигранник |
С зажимами |
Контактирующие |
||
Плоские |
Шип-паз |
Исполнение а |
Исполнение б |
Тип фланцевого соединения: Плоские приварные |
||
Плоские |
Шип-паз |
Выступ-впадина |
Тип фланцевого соединения: Свободные на кольцах |
||
Плоские |
Шип-паз |
Выступ-впадина |
|
|
|
Тип фланцевого соединения: Комбинированные |
||
Плоские |
Шип-паз |
Выступ-впадина |
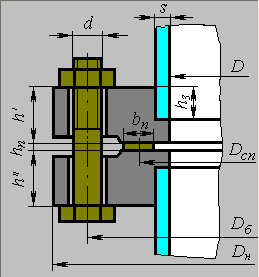
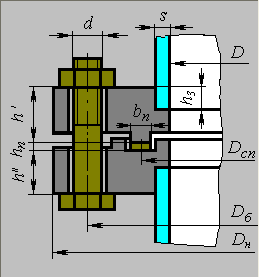
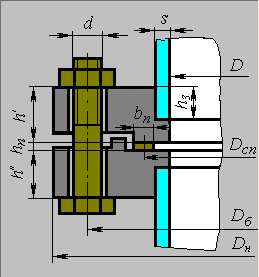
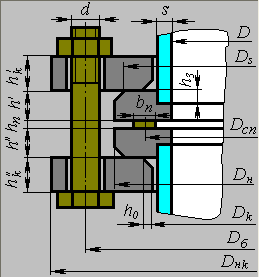
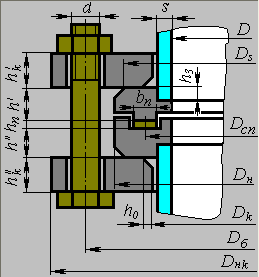
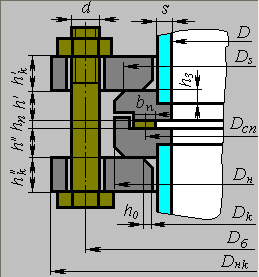
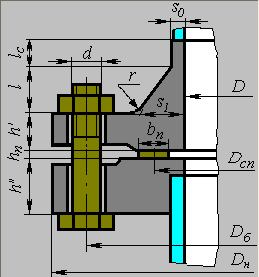
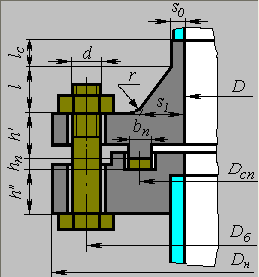

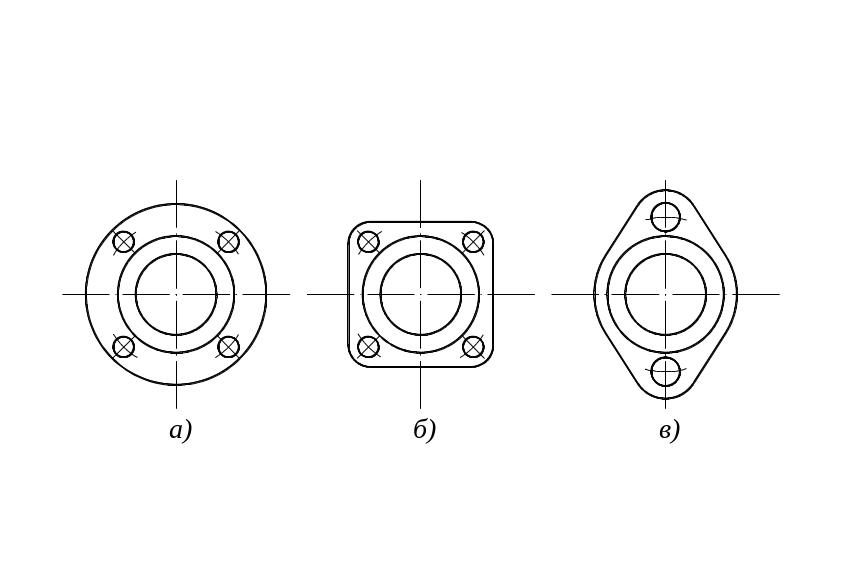
Рис. 1.4.9. Форма фланцев: а – круглая; б – квадратная; в – овальная
Таблица 2.4.1