

Погрешности от температурных деформаций
Тепло, возникающее в зоне резания и трения в соединениях станка, вызывает температурные деформации элементов технологической системы: инструмента ∆ти, заготовки ∆тз, станка ∆тсг.
Часть тепла (10-40 %), выделяющаяся в зоне резания, переходит в режущий инструмент, вызывая его нагревание и изменение размера. Так, при токарной обработке наибольшая часть погрешности, связанная с температурными деформациями технологической системы, обуславливается удлинением резцов при их нагревании. При обычныхусловиях работы без охлаждения удлинение резца может достигать 30 ... 50 мкм. При обильном охлаждении удлинение резцов уменьшается в 3 раза.
Величина удлинения резца в условиях теплового равновесия может быть определена по формуле:

где С - экспериментальный коэффициент (при v = 100 ... 200 м/мин, t ≤1,0 мм, S ≤ 0,2 мм - С = 4,5); lр - вылет резца из резцедержателя, мм; F- поперечное сечение резца, мм2. Удлинение резца, соответствующее моменту времениТ, при непрерывной работе

где е - основание натурального логарифма.
Учитывая, что работа резца происходит с перерывами, картина температурных деформаций резца по данным А.А. Маталина будет следующая (рис. 2.14).
Общее удлинение резца при ритмичной работе с перерывами определяется по формуле:

где ∆lр - общее удлинение резца при тепловом равновесии; Тмаш - машинное время обработки детали; Тпер - продолжительность перерыва.
Часть тепла переходит в заготовку. Причем температура распределена неравномерно по длине и непрерывно изменяется. Все это значительно усложняет проведение расчетов погрешностей обработки от температурных деформаций. Но эти погрешности обязательно надо учитывать. Особенно это относится к тонкостенным заготовкам и при применении мерного инструмента.
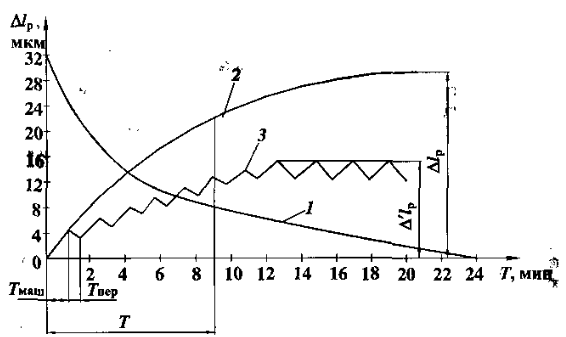
Рис. 2.14. Графики температурных деформаций резца по данным А.А. Маталина:
1 - при охлаждении; 2 - при нагреве; 3 - при работе с перерывами
Так, изменение размера отверстия, обусловленное температурной деформацией заготовки и инструмента, в направлении интересующего нас размера В или dопределяется по формуле:

где α - коэффициент линейного расширения материала инструмента (заготовки); t- средняя температура нагрева инструмента (заготовки).
![]()
где С-удельная теплоемкость материала инструмента (заготовки), кКал/кг*град; γ - плотность материала инструмента (заготовки), кг/м3; V - объем инструмента (заготовки), м3;
Q- тепло, полученное заготовкой или инструментом, кКал.

ГдеN - мощность на шпинделе; Тмаш - основное время; К - количество тепла, уходящего в заготовку или инструмент; К= 0,5 - означает, что в заготовку уходит 50 % тепла (при сверлении, при токарной обработке - 10 %).
Основными причинами нагрева станков и их отдельных элементов является трение, нагрев от внешних источников и от встроенных электромоторов.
Важное влияние на точность обработки оказывает нагрев шпиндельных бабок. При работе станка происходит постепенный нагрев шпиндельных бабок и их смещение в вертикальном и горизонтальном направлениях. При этом температура в различных точках корпуса бабки изменяется от 10 до 50 °С. На рис. 2.15 показано горизонтальное смещение оси передней бабки токарного станка от изменения температуры. Это смещение может достигать 17 мкм и зависит от частоты вращения шпинделя.