

25.Подвод тепла с помощью змеевика и трубчатого пучка, встроенного в куб колонны
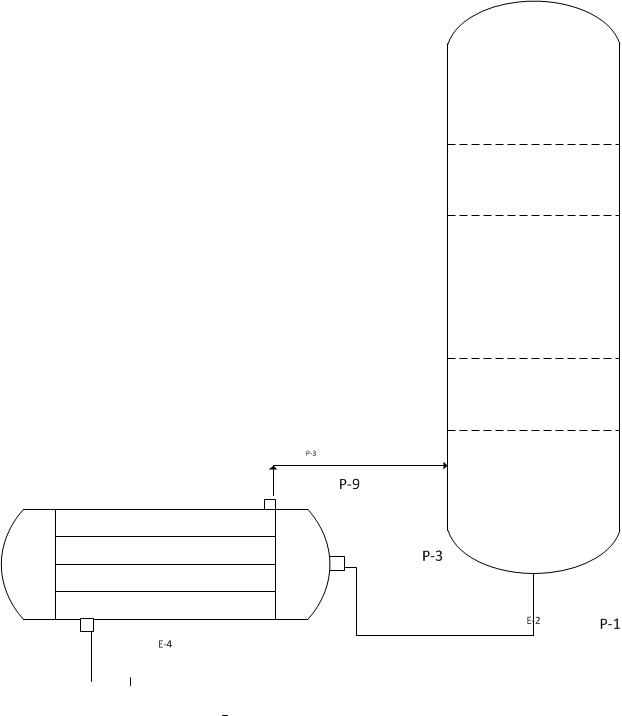
При подводе тепла в низ колонны кипятильником осуществляют дополнительный подогрев кубового продукта в выносном кипятильнике с паровым пространством (рибойлере), где он частично испаряется. Образовавшиеся пары возвращают под нижнюю тарелку колонны. Характерной особенностью этого способа является наличие в кипятильнике постоянного уровня жидкости и парового пространства над этой жидкостью. По своему разделительному действию кипятильник эквивалентен одной теоретической тарелке. Этот способ подвода тепла в низ колонны наиболее широко применяется на установках фракционирования попутных нефтяных и нефтезаводских газов, при стабилизации и отбензинивании нефтей, стабилизации бензинов прямой перегонки и вторичных процессов нефтепереработки.
При подводе тепла в низ колонны трубчатой печью (рис.0 д) часть кубового продукта прокачивается через трубчатую печь, и подогретая парожидкостная смесь (горячая струя) вновь поступает в низ колонны. Этот способ применяют при необходимости обеспечения сравнительно высокой температуры низа колонны, когда применение обычных теплоносителей (водяной пар и др.) невозможно или нецелесообразно (например, в колоннах отбензинивания нефти).
26.Классификация нефтей. Классификация по плотности. Химическая классификация. Технологическая классификации

27.Коррозия металлов и борьба с ней. Антикоррозийные покрытия. Разновидность трубопроводов, применяемых на технологических установках. Сортамент труб.
Коррозия
металлов - это процесс их разрушения
вследствие химического и электрохимического
взаимодействия с внешней (коррозионной)
средой. В результате коррозии ежегодно
теряется в мире до 10 % годовой выплавки
новой стали. Потери от коррозии (на
воспроизводство и замену вышедших из
строя конструкций и оборудования)
исчисляются колоссальными суммами,
вследствие чего применяются всевозможные
средства и методы борьбы с коррозией
металлов.
В зависимости от характера
коррозионного процесса различают
химическую и электрохимическую коррозию
металлов.
При химической коррозии
металл разрушается в агрессивных средах
вследствие непосредственного соединения
металла с агрессивными химическими
агентами (например, железо окисляется).
При
электрохимической коррозии разрушение
металлов происходит вследствие их
растворения в жидкой среде, являющейся
электролитом, и заключается в образовании
на их поверхности множества
микрогальванических элементов.
Наиболее
распространенными являются два катодных
процесса:
1) разряд водородных ионов
по реакции:
![]() 2)
восстановление растворенного
кислорода:
2)
восстановление растворенного
кислорода:
![]() Эти
процессы называются соответственно
водородной и кислородной деполяризацией.
Анодный и катодный процессы с некоторой
вероятностью и в определенной
последовательности протекают в любых
точках металлической поверхности, где
катионы и электроны могут взаимодействовать
с компонентами коррозионной среды.
В
железоуглеродистых сплавах анодом
является феррит, а катодом цементит или
неметаллические включения. Вторичными
реакциями коррозии железа является
взаимодействие катионов железа с ионами
гидроксила ОН- с
образованием нерастворимого в воде
гидрооксида железа по реакциям:
Эти
процессы называются соответственно
водородной и кислородной деполяризацией.
Анодный и катодный процессы с некоторой
вероятностью и в определенной
последовательности протекают в любых
точках металлической поверхности, где
катионы и электроны могут взаимодействовать
с компонентами коррозионной среды.
В
железоуглеродистых сплавах анодом
является феррит, а катодом цементит или
неметаллические включения. Вторичными
реакциями коррозии железа является
взаимодействие катионов железа с ионами
гидроксила ОН- с
образованием нерастворимого в воде
гидрооксида железа по реакциям:
 Со
временем гидрат оксида железа переходит
в соединение nFe2O3mH2O,
называемое ржавчиной.
Коррозия
металлов может быть местная, при
разрушении поверхности в определенных
участках, и равномерная, когда металл
разрушается по всей поверхности, а также
межкристаллитная, когда разрушение
происходит по границам зерен
металла.
Существует несколько
методов антикоррозионной защиты
металлов. По механизму действия все
методы антикоррозионной защиты можно
разделить на две основные группы:
электрохимические, оказывающие влияние
на потенциал металла или его критические
значения, и механические, изолирующие
металл от воздействия окружающей среды
созданием защитной пленки и покрытий.
К
основным методам антикоррозионной
защиты относятся легирование металлов,
термообработка, ингибирование окружающей
среды, деаэрация среды, водоподготовка,
защитные покрытия, создание микроклимата
и защитной атмосферы.
Способы
антикоррозионной защиты указываются
в рабочих чертежах конструкций, в СНиП,
технических условиях (ТУ). Простейшим
и эффективным способом защиты металлических
конструкций от коррозии является
покрытие их поверхностей различными
красками, лаками, эмалями.
Со
временем гидрат оксида железа переходит
в соединение nFe2O3mH2O,
называемое ржавчиной.
Коррозия
металлов может быть местная, при
разрушении поверхности в определенных
участках, и равномерная, когда металл
разрушается по всей поверхности, а также
межкристаллитная, когда разрушение
происходит по границам зерен
металла.
Существует несколько
методов антикоррозионной защиты
металлов. По механизму действия все
методы антикоррозионной защиты можно
разделить на две основные группы:
электрохимические, оказывающие влияние
на потенциал металла или его критические
значения, и механические, изолирующие
металл от воздействия окружающей среды
созданием защитной пленки и покрытий.
К
основным методам антикоррозионной
защиты относятся легирование металлов,
термообработка, ингибирование окружающей
среды, деаэрация среды, водоподготовка,
защитные покрытия, создание микроклимата
и защитной атмосферы.
Способы
антикоррозионной защиты указываются
в рабочих чертежах конструкций, в СНиП,
технических условиях (ТУ). Простейшим
и эффективным способом защиты металлических
конструкций от коррозии является
покрытие их поверхностей различными
красками, лаками, эмалями.

Магистральные трубопроводы — трубопроводы и отводы от них диаметром до 1420 мм включительно с избыточным давлением среды свыше 1,2 МПа (12 кгс/см2) до 10 МПа (100 кгс/см2), предназначенные для транспортирования углеводородов от места производства к месту потребления. Магистральные трубопроводы транспортируют:
нефть и нефтепродукты (включая стабильный конденсат и стабильный бензин), природный газ, нефтяной и искусственный углеводородный газ из районов их добычи, производства или хранения до мест потребления. При этом к стабильному конденсату и бензину следует относить углеводороды (и их смеси), имеющие упругость насыщенных паров менее 0,2 МПа (2 кгс/см2) при температуре плюс 20°С;
сжиженный углеводородный газ фракций С3 и С4 и их смеси, нестабильный бензин и конденсат нефтяного газа и другие сжиженные углеводороды из районов их добычи или производства до места потребления;
товарную продукцию в пределах компрессорных и нефтеперекачивающих станций, станций подземного хранения газа, дожимных компрессорных станций, газораспределительных станций и узлов замера расхода газа;
импульсный, топливный и пусковой газ для компрессорных станций, станций подземного хранения газа, газораспределительных станций и узлов замера расхода газ, а также для пунктов редуцирования газа.
Сортамент (от фр. assortiment – выбор, сортировать, подбирать) – означает состав продукции, в нашем случае – труб, вернее металлопроката, по размерам, профилю, маркам.
Наиболее широкое использование для технологических трубопроводов нашли трубы из углеродистых и легированных сталей, так как по сравнению с трубами из других материалов они более прочны и термически устойчивы.
Трубы из углеродистой стали применяют в технологических трубопроводах для транспортирования неагрессивных, малоагрессивных и среднеагрессивных продуктов при температуре не более 450° С. Трубы из легированных и высоколегированных сталей используют для транспортирования агрессивных продуктов при любой температуре, а также среднеагрессивных продуктов при температуре выше 450° С.
Сортамент, регламентированный ГОСТ на стальные трубы, включает трубы диаметром от 1 до 1620 мм с толщиной стенок от десятых долей до 75 мм.
По способу изготовления стальные трубы разделяются на сварные и бесшовные.
Бесшовные трубы являются наиболее качественными, поэтому их используют преимущественно для трубопроводов ответственного назначения, работающих под средним и высоким давлением.
Сварные трубы применяют для трубопроводов, работающих под низким и средним давлением; их широко используют особенно для трубопроводов с условным проходом свыше 400 мм.
Основные характеристики стальных труб приведены в табл.3.
Отступления от размеров при изготовлении труб по толщине стенки и по наружному диаметру ограничены ГОСТом (табл. 4).
Для бесшовных труб овальность и разностенность не должны превышать допускаемого отклонения соответственно по диаметру и толщине стенки.
* Трубы по ГОСТ 10704—63 до ввода нового оборудования выпускают диаметром до 1420 мм.
**Трубы по ГОСТ 8732—58 для технологических трубопроводов применяют диаметром до 426 мм.
Бесшовные горячекатаные, холоднотянутые и холоднокатаные трубы выпускают также по ГОСТ 9567—60 с повышенной точностью по наружному диаметру. Такие трубы получили название прецизионных.
ГОСТ 10704 — 63 на электросварные трубы предусматривает возможность поставки труб с калиброванными торцами с наружным диаметром 426 мм и более.
Установлены три класса точности калибровки торцов труб: высокая, повышенная и обычная с допускаемыми отклонениями по наружному диаметру калиброванных торцов труб в пределах:
от ±1,5 мм до ±3,5 мм для труб с наружным диаметром от 426 до 720 мм,
от ±5 мм до ±7,5 мм для труб с наружным диаметром более 1220 мм.