

Ультразвуковая сварка
Соединение при этом способе сварки образуется под действием ультразвуковых колебаний (частотой 20-40 кГц) и сжимающих давлений, приложенных к свариваемым деталям.
Ультразвуковые колебания в сварочных установках получают следующим образом. Ток от ультразвукового генератора (УЗГ) подаётся на обмотку магнитострикционного преобразователя (вибратора), который собран из пластин толщиной 0,1-0,2 мм (рис. 1). Материал, из которого они изготовлены, способен изменять свои геометрические размеры под действием переменного магнитного поля.
Если магнитное поле направлено вдоль пакета пластин, то любые его изменения приводят к укорочению или удлинению магнитостриктора, что обеспечивает преобразование высокочастотных электрических колебаний в механические той же частоты.
Вибратор соединяется припоем (или клеем) с волноводом или концентратором (инструментом), который может усиливать амплитуду колебаний. Волноводы цилиндрической формы передают колебания, не изменяя их амплитуды, в то время как ступенчатые, конические концентраторы усиливают колебания. Размеры и форму концентратора рассчитывают с учётом необходимого коэффициента усиления. Как правило, достаточен коэффициент 5, обеспечивающий амплитуду колебаний рабочего выступа при холостом ходе 20-30 мкм. Размеры волноводной системы подбирают так, чтобы в зоне сварки амплитуды колебаний были максимальными (кривая упругих колебаний, рис. 1).

Рис. 1. Схема ультразвуковой сварки: 1 - акустический узел; 2 - инструмент (волновод); 3 - регулировочный винт опоры; 4 - свариваемые детали; 5 - вибратор; 6 - кожух
При этом методе сварки колебательные движения ультразвуковой частоты разрушают неровности поверхности (рис. 2) и оксидный слой. Совместное воздействие на соединяемые детали механических колебаний и относительно небольшого давления сварочного волновода-инструмента обеспечивает течение металла в зоне соединяемых поверхностей без внешнего подвода теплоты. В результате трения, вызванного возвратно-поступательным движением сжатых контактирующих поверхностей, нагреваются поверхностные слои материалов. Однако трение - не доминирующий источник теплоты при сварке, например,
17
металлов, но его вклад в образование сварного соединения является существенным. Ультразвуковая сварка может применяться для соединения металла небольших толщин, широко применяется для сварки полимерных материалов. При сварке полимеров ультразвуковые колебания подаются волноводом перпендикулярно к соединяемым поверхностям, и под их воздействием возникает интенсивная диффузия - перемещение макромолекул из одной соединяемой части в другую.

Рис. 2. Профиль поверхности: а - двух собранных медных деталей перед ультразвуковой сваркой; б - нижней детали после воздействия ультразвука
Разработан процесс сварки костных тканей в живом организме, основанный на свойстве ультразвука ускорять процесс полимеризации некоторых мономеров. Так, циакрин, представляющий собой этиловый эфир цианакриловой кислоты, под действием ультразвука образует твёрдый полимер в течение десятков секунд, в то время как без ультразвука процесс полимеризации идёт несколько часов. Это явление и легло в основу соединения, или сварки, обломков костной ткани с помощью циакрина, смешанного с костной стружкой. Циакрин затвердевает и прочно соединяется с костной тканью, проникая в её капилляры под действием ультразвуковых колебаний. В результате получается прочное соединение отдельных частей кости.
Ультразвуковая сварка позволяет решить проблему присоединения к кристаллам кремния полупроводниковых приборов алюминиевых проводников-выводов, которыми осуществляется подключение приборов к внешним электрическим цепям. Диапазон геометрических размеров контактных площадок полупроводниковых приборов очень широк - от нескольких микрометров у интегральных схем и дискретных транзисторов до 400-700 мкм у мощных транзисторов и диодов. Присоединение выводов - наиболее трудоёмкая операция во всём цикле изготовления приборов.
Разработано несколько вариантов ультразвуковой сварки кристаллов с выводами: с
использованием продольной, поперечной, продольно-поперечной колебательных
18
систем (рис. 3).
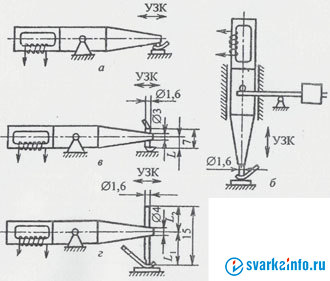
Рис. 3. Схемы выполнения процесса ультразвуковой сварки с использованием продольной (а, 6) и продольно-поперечной (в, г) колебательных систем
История появления ультразвуковой сварки
Ультразвуковая сварка – изобретение, появление и первоначальное развитие которого относится к 30-40-м годам прошлого столетия. Открытие этого процесса связано с исследованием применения ультразвуковых колебаний для очистки поверхностей, соединяемых с помощью контактной сварки. Было обнаружено, что при одновременном воздействии на зону сварки определенного усилия сжатия и ультразвуковых колебаний соединение образцов осуществляется без пропускания через них сварочного тока.
На первом этапе развития ультразвуковой сварки были получены сравнительно прочные соединения из мягких алюминиевых сплавов толщиной от 0,01 до 0,2 мм.
Дальнейшему развитию ультразвуковой сварки препятствовало отсутствие полных сведений о процессах образования неразъемных соединений твердых тел под воздействием ультразвука и эффективного специализированного оборудования. Исследования, проведенные в середине 60-х гг. ХХ в. в Институте электросварки им. Е. О. Патона, ИМЕТ им. А. А. Байкова и ВНИИЭСО, позволили обосновать механизм образования соединения металлов с помощью ультразвука.
Процесс образования соединения металлов с помощью ультразвуковых колебаний в общем случае можно разбить на три стадии:
а) получение первичных «мостиков схватывания»;
б) повышение температуры до (0,3 – 0,5)ТПЛ соединяемых металлов в зоне контакта, вызывающее повышение пластичности поверхностных слоев металла, испарение пленок жира и влаги, растрескивание оксидных пленок;
в) сближение соединяемых поверхностей на расстояния, достаточные для появления межатомных взаимодействий, обуславливающих образование монолитного соединения. Отдельные исследования указывают на то, что образование соединения сопровождается интенсивным протеканием в поверхностных слоях диффузии, релаксации и в ряде случаев – плавлением
19
металла на глубину нескольких атомных слоев.
Показано, что характер процессов, протекающих при образовании соединения, определяется физико-химическими свойствами соединяемых материалов и технологическими параметрами сварки. В конце 60-х гг. была обнаружена возможность качественной сварки полимеров с помощью ультразвука.
Практической реализацией ультразвуковой сварки пластмасс успешно занимались ряд фирм США, Англии, ФРГ и Японии. В СССР наиболее заметный вклад в этой области внесен учеными МГТУ им. Н. Э. Баумана, где выполнен цикл работ по соединению термопластов с термореактопластами и металлами. Следует отметить весьма перспективное направление использования ультразвуковой сварки в сочетании с контактной. В этом случае появляется возможность существенно снизить мощность сварочных машин, особенно при сварке металлов, имеющих небольшое электрическое сопротивление (медь, серебро, никель).
Сферы применение
Ультразвуковая сварка применяется для соединения относительно тонких фольги, листов, проволок и др. Особенно предпочтителен этот процесс для соединения разнородных материалов. Области использования - микроэлектроника , производство полупроводниковых приборов, нагревателей бытовых холодильников, приборов тонкой механики и оптики, сращивание концов рулонов различных тонколистовых материалов (медь , алюминий , никель и их сплавы).
Выбор параметров режима сварки.
Основными параметрами процесса являются амплитуда А колебаний рабочей части инструмента, мкм; сжимающая статическая сила Р, Н ; время сварки t, с; частота колебаний f, кГц .
Значения параметров режима выбираются обычно экспериментально на основании обработки результатов механических испытаний серии образцов, сваренных при варьировании в определенных пределах одного из параметров и при фиксированных значениях остальных. Обычная последовательность подбора : Р - t - А . Значения параметров ультразвуковой сварки лежат в таких пределах : Р = 0,3.. .4000 Н (меньшее значение относится к случаю сварки малых толщин); А = 14...25 м км; f = 15... 75кгц; t = 0,1...4с.
Выбирая параметры режима ультразвуковой сварки для конкретного случая надо принимать во внимание следующее. При правильном ведении процесса соотношение сил трения в парах инструмент - деталь,
деталь - опора, деталь - деталь должно быть таким, чтобы отсутствовало сколько-нибудь значительное проскальзывание инструмента и опоры по поверхности заготовок. В значительной степени условия трения могут регулироваться изменением статической сжимающей силы. При малой P инструмент проскальзывает по детали, и ультразвуковая сварка становится невозможной. Чрезмерное увеличение этого параметра приводит к значительным пластическим деформациям заготовок (вмятинам) и делает невозможным относительные
20
сдвиговые смешения в плоскости деталь - деталь. Отсутствие же внешнего трения
между поверхностями заготовок в начальный период не позволяет избавиться oт поверхностных загрязнений, что является причиной некачественного соединения.
При увеличении толщины свариваемого материала и размера сварной точки значение силы сжатия должно возрастать. Пропорционально должна увеличиваться и амплитуда колебаний. Увеличение сжимающей силы и амплитуды колебаний требует большей подводимой к ультразвуковому инструменту электрической мощности. Передача сдвиговых деформаций через толщу металла заготовки к плоскости сварки сопровождается рассеянием энергии в материале, что, в конечном счете, сказывается на амплитуде относительных смещений деталь - деталь.
Поэтому с увеличением толщины заготовки необходимо назначать и более высокие значения амплитуд, причем тем больше, чем больше коэффициент внутреннего трения материала. Появление усталостных разрушений особенно характерно для наклепанного материала. В таких случаях может быть применен, если это возможно, предварительный отпуск заготовок, но наиболее эффективным путем остается снижение до определенного предела амплитуды колебаний.
Во время многоточечных соединений, а также при сварке заготовок сложных геометрических форм и значительных габаритных размеров во избежание разрушений как уже выполненных точек, так и основного материала можно применять специальные зажимы с резиновыми прокладками, ограничивающие зону воздействия на материал ультразвуковых колебаний. Некоторую компенсацию амплитуды колебаний для сохранения подводимой акустической мощности может дать повышение частоты. Такой прием тем целесообразнее, чем тоньше свариваемый материал. Однако переход на другую частоту возможен лишь при использовании оборудования , акустическая система которого рассчитана на эту частоту .
Длительность t процесса сварки является наименее критичным параметром и выбирается тем больше, чем больше толщина материала и его твердость и меньше подводимая к инструменту мощность. Процесс ультразвуковой сварки металла регламентируется по времени.
В случае использования схемы, сочетающей ультразвуковую сварку с нагревом от постороннего источника, необходимо выбрать параметры теплового импульса и определить момент его наложения. Оптимален для сварки пластичных металлов цикл с запаздыванием теплового импульса по отношению к моменту включения ультразвука. При относительно большой твердости материала заготовки целесообразно включать ультразвук после некоторого нагрева. Эта разновидность метода находит применение при производстве конструкций микроэлектроники.
21
Сварка взрывом
Сварка взрывом - сравнительно новый перспективный технологический процесс, позволяющий получать биметаллические заготовки и изделия практически неограниченных размеров из разнообразных металлов и сплавов, в том числе тех, сварка которых другими способами затруднена.
Сварка взрывом - процесс получения соединения под действием энергии, выделяющейся при взрыве заряда взрывчатого вещества (ВВ). Принципиальная схема сварки взрывом приведена на рис. 3.49. Неподвижную пластину (основание) 4 и метаемую пластину (облицовку) 3 располагают под углом α = 2-16° на заданном расстоянии h = 2-3 мм от вершины угла. На метаемую пластину укладывают заряд ВВ 2. В вершине угла устанавливают детонатор 1. Сварка производится на опоре 5.
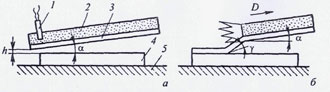
Рис. 3.49. Угловая схема сварки взрывом до начала (а) и на стадии взрыва (б)
В современных процессах металлообработки взрывом применяют заряды ВВ массой от нескольких граммов до сотен килограммов. Большая часть энергии, выделяющейся при взрыве, излучается в окружающую среду в виде ударных волн, сейсмических возмущений, разлета осколков. Воздушная ударная волна - наиболее опасный поражающий фактор взрыва. Поэтому сварку взрывом производят на полигонах (открытых и подземных), удаленных на значительные расстояния от жилых и промышленных объектов, и во взрывных камерах (см. рис. 3.50).
Рис. 3.50. Общий вид камеры для сварки взрывом
После инициирования взрыва детонация распространяется по заряду ВВ со скоростью D нескольких тысяч метров в секунду.
Под действием высокого давления расширяющихся продуктов взрыва метаемая пластина приобретает скорость νH порядка нескольких сотен метров в секунду и соударяется с неподвижной пластиной под углом у, который увеличивается с ростом отношения νн/D. В месте соударения возникает эффект кумуляции - из зоны соударения выбрасывается с очень высокой скоростью кумулятивная струя, состоящая из металла основания и облицовки. Эта струя обеспечивает очистку свариваемых поверхностей в момент, непосредственно предшествующий их
22
соединению. Со свариваемых поверхностей при обычно применяемых режимах сварки удаляется слой металла суммарной толщиной 1-15 мкм.
Соударение метаемой пластины и основания сопровождается пластической деформацией, вызывающей местный нагрев поверхностных слоев металла. В результате деформации и нагрева развиваются физический контакт, активация свариваемых поверхностей и образуются соединения.
Исследование пластической деформации в зоне соударения по искажению координатной сетки показало, что прочное соединение образуется только там, где соударение сопровождается взаимным сдвигом поверхностных слоев метаемой пластины и основания. Там же, где взаимный сдвиг отсутствовал, и в частности в зоне инициирования взрыва, прочного соединения не было получено. Очевидно, что «лобовой» удар метаемой пластины в основание без тангенциальной составляющей скорости и сдвиговой деформации в зоне соединения не приводит к сварке.
Соединяемые поверхности перед сваркой должны быть чистыми (в особенности по органическим загрязнениям), так как ни действие кумулятивной струи, ни вакуумная сдвиговая деформация при соударении полностью не исключают вредного влияния таких загрязнений.
Сварка взрывом дает возможность сваривать практически любые металлы. Однако последующий нагрев сваренных заготовок может вызвать интенсивную диффузию в зоне соединения и образование интерметаллидных фаз. Последнее приводит к снижению прочности соединения, которая при достаточно высоких температурах может снизиться практически до нуля. Для предотвращения этих явлений сварку взрывом проводят через промежуточные прослойки из металлов, не образующих химических соединений со свариваемыми материалами. Например, при сварке титана со сталью используют в качестве промежуточного материала ниобий, ванадий или тантал.
Сварка взрывом применяется для плакирования стержней и труб, внутренних поверхностей цилиндров и цилиндрических изделий (рис. 3.51). При плакировании стержней трубу 1 (рис. 3.52, а) устанавливают с зазором на стержень 2. Внутреннюю поверхность трубы и наружную поверхность стержня механически обрабатывают и обезжиривают.

Рис. 3.51. Плакированный взрывом подпятник пресса
На наружную поверхность трубы помещают заряд взрывчатого вещества 3,
23
инициирование которого производят по всему сечению одновременно так, чтобы взрыв распределялся по заряду нормально его оси. Для создания такого фронта используют конус из ВВ с детонатором 4 в его вершине. Для изоляции зазора от продуктов детонации и центрирования трубы относительно стержня в верхней ее части устанавливается металлический конус 5. В случае плакирования трубных заготовок 6 внутрь их устанавливается стержень 2. Толщина плакирующей трубы может быть от 0,5 до 15 мм, а диаметр теоретически не ограничивается.
При плакировании внутренних поверхностей используется схема, показанная на рис. 3.52, б. Она предусматривает размещение плакируемой трубы 1 в массивной матрице 2. Внутрь трубы 1 с зазором устанавливают плакирующую трубу 3 с зарядом ВВ 4, инициируемого детонатором 5. Для внутреннего плакирования крупногабаритных труб и цилиндрических изделий ответственного назначения применяют вместо массивной матрицы 2 дополнительный заряд, расположенный на наружной поверхности плакируемого цилиндра и взрываемый одновременно с внутренним зарядом.
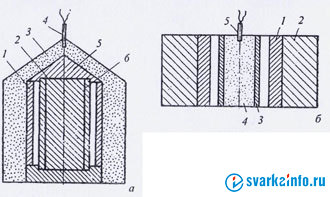
Рис. 3.52. Схема плакирования взрывом стержня (а) и внутренней поверхности трубы (б)