

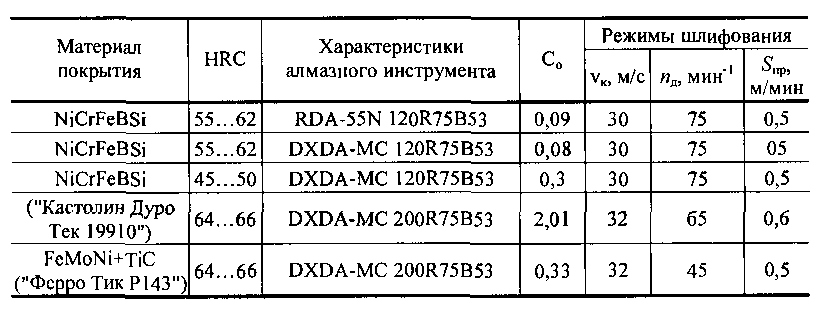
Относительная себестоимость обработки покрытий алмазным кругом при круглом наружном шлифовании
Хонингование применяется, например, при окончательной обработке восстановленных цилиндров и гильз, отверстий в бобышках поршней, втулок верхней головки шатунов и др. Хонингование производится при окружной скорости головки (хона) 0,75 ... 1,5 м/с, а скорость возвратно-поступательных движений головки в пределах 0,17 ... 0,34 м/с. Величина снимаемого слоя метала при хонинговании составляет от 0,01 до0.2 мм.
Суперфиниш проводится для окончательной обработки восстановленных наружных поверхностей вращения. Суть этого вида окончательной отделки рабочих поверхностей заключается в том, что с поверхности вращающейся детали металл снимается мелкозернистыми абразивными брусками, имеющими возвратно-поступательное движение вдоль обрабатываемой поверхности. Скорость перемещения брусков находится в пределах 0,025 ... 0,05 м/с. Одновременно с этим бруски совершают короткие (3 ... 5 мм) колебательные движения с частотой 16 ... 30 колебаний в секунду. Величина снимаемого слоя метала при этом виде обработки составляет 0,005 ... 0, 02 мм.
Притирка применяется для подгонки восстановленных плунжерных пар и других прецизионных деталей с применением тонких порошков и паст.
Инструментом для такой обработки являются притиры, как правило, изготовленные из серого чугуна марки СЧ 15, СЧ 18, СЧ 25. По форме притиры могут быть в виде призматических колодок для разрезных колец. Между притиром и восстановленной поверхностью наносится абразивный материал — алмазные пасты или порошки различной зернистости в зависимости от требуемой величины снимаемого припуска и шероховатости поверхности. Обработка осуществляется на токарных универсальных станках, специализированных доводочных станках. Величина снимаемого припуска составляет 0,002...0,02 мм. После операции доводки величина шероховатости восстановленной поверхности составляетRа = 0,05...0,16 мкм.
Вопросы для самопроверки и промежуточного контроля знаний студентов по 12-й главе
Для чего применяется восстановление деталей машин?
Из каких процессов состоит восстановление деталей машин?
Восстановление деталей термоупругопластическим деформированием и область его применения.
Восстановление деталей машин пластическим вытеснением материала и область его применения.
Восстановление деталей машин электромеханической обработкой и область его применения.
Восстановление деталей машин плазменными методами и области его применения.
Восстановления деталей машин наплавкой и область его применения,
Восстановления деталей машин наваркой и область его применения,
9.Технология подготовки восстанавливаемых поверхностей деталей под нанесение покрытий
10.От чего зависит качество нанесенного покрытия?
11. Методы, используемые для обработки восстановленных поверхностей деталей машин,
12.Особенности обработки покрытий.