

Глава 5. Этиология, патогенез, классификация дефектов зубов, методы лечения...
147
проволоку толщиной 0,8-1 мм и делают из нее штифты. Если вкладка небольшая, она может быть выведена одним штифтом с загнутым наружным концом. Если вкладка большая, ее выводят штифтом с двумя концами, имеющими П-образную форму. Концы штифта, погружаемые в воск, нужно очистить от заусениц.
Затем штифт прочно зажимают в пинцет. Концы его подогревают пламенем горелки и погружают в модель вкладки. Рука в это время должна опираться на соседние зубы, чтобы избежать колебаний. После затвердения воска штифт служит ручкой, с помощью которой вкладку без покачивания выводят из полости (рис. 135).
Процесс изготовления вкладок в зуботехничес-кой лаборатории зависит не только от метода приготовления восковой репродукции вкладки (прямого или косвенного), но и от вида применяемого материала и конструктивных особенностей протеза.
Изготовление вкладок из пластмассы. Получив восковую репродукцию из клиники, для сохранения точности формы при ее воспроизведении из пластмассы техник покрывает негусто замешанным фосфатцементом все поверхности репродукции, обращенные в полость зуба (рис. 136); Восковую репродукцию в цементе гипсуют в основание кюветы для мостовидных работ, оставляя свободной лишь часть воска, не покрытого цементом. По затвердении гипса осторожно подогревают свободный конец штифта, за который вкладка извлекалась из полости, и удаляют его из воска. Затем покрывают кювету второй половиной и отливают контрштамп. Струей горячей воды удаляют воск, в охлажденную кювету помещают соответствующего цвета пластмассу и полимеризуют. После полимеризации техник удаляет образовавшиеся излишки пластмассы в плоскости разъема прессформы. Чтобы облегчить удаление оставшегося на вкладке цемента, ее помещают в 10— 20% раствор соляной кислоты. Цемент растворяется, становится рыхлым и легко удаляется тонким инструментом. Шлифовку и полировку вкладки производит врач.
Если вкладка после моделировки в полости рта изготавливается из сплава, то на восковой модели в первую очередь укрепляют литники, Количество, толщина и длина литников зависит от величины вкладки и сплава. Толщина литников должна обеспечивать свободное прохождение расплавленного металла. Образования усадочных раковин можно избежать, сформировав на литниках в непосредственной близости от вкладки муфты из воска (рис. 137).
Затем получают литьевую форму. Для получения гладкой и точной поверхности металлической вкладки, предупреждения деформаций восковой репродукции и изменения ее объема перед погружением в огнеупорную массу всю поверхность восковой модели и штифты покрывают облицовочным слоем, состоящим из 50% маршалита и 50% жидко-
ю*
го стекла. Его наносят на восковую модель вкладки с помощью кисти или поливом.
После затвердевания облицовочного слоя (через 40 минут) формуют модель в огнеупорную массу муфеля, установленного на конус. Разъединение конуса и муфеля и удаление штифтов производят после полного затвердевания огнеупорной массы. Выплавление воска и тепловое расширение формовочной массы достигается путем нагревания кюветы в муфельной печи (300-800°С). Подробно технология литья изложена в главе 6.
При отливке вкладки из благородных металлов формовку восковой репродукции производят в небольшую кювету диаметром 3—4 см и высотой 6—8 см. В качестве формовочной массы используют Expodent (ЧССР) и его заменители.
Косвенный метод изготовления вкладки заключается в том, что восковая модель вкладки готовится не в полости рта, а на предварительно изготовленной модели по комбинированному или двойному оттиску.
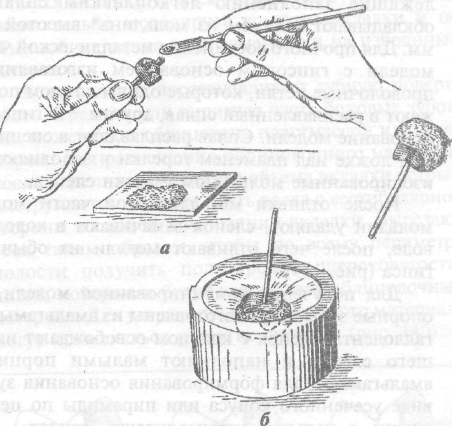


Рис. 136. Изготовление пластмассовой вкладки: а — нанесение цемента на вкладку; б — гипсовка вкладки.

в
Рис. 137. Установление литника с муфтой перед отливкой металлической вкладки: а, б — неправильное; в — правильное
148