

1.4 Производственный цикл
Об уровне организации производственного процесса судят по величине производственного цикла.
Производственный цикл - это интервал времени от начала до окончания производственного процесса изготовления изделия.
Производственный цикл - это один из важнейших технико-экономических показателей в деятельности предприятия, который предопределяет возможности предприятия по объему выпуска продукции, а также затраты на производство продукции.
Зная длительность производственного цикла и срок сдачи готового изделия определяют срок запуска изделия.
Производственный цикл характеризуется не только его временной величиной, но и его структурой. Цикл состоит из двух структурных элементов: рабочее время; время перерывов. Под рабочим временем понимается время в течении которого осуществляется непосредственное воздействие исполнителя на предмет труда. В это время включаются: время технологических операций, контрольно-обслуживающая операция, переналадка оборудования, внутрицеховое и внутризаводское транспортное перемещение.
Все перерывы подразделяются на две группы:
. Перерывы связанные с установленным на предприятии режимом работы: нерабочие дни, нерабочие смены, междусменные перерывы, перерывы на отдых, внутрисменные регламентированные перерывы.
. Перерывы, обусловленные организационно-техническими причинами - отсутствие сырья, материалов, электроэнергии, инструмента, транспортных средств, транспортных рабочих, ожидание освобождения рабочего места для выполнения работы и др.
Среди перерывов по организационно-технологическим причинам наиболее часто встречаются следующие три вида перерывов:
. Перерывы партионности - возникают тогда, когда осуществляется обработка партии деталей. При этом передача деталей с одного рабочего места на другое осуществляется после того как вся партия будет обработана на данном рабочем месте. Таким образом каждая деталь из партии пролеживает на каждом месте дважды: один раз до обработки, второй раз после обработки. Тогда общее время пролеживания составит:
![]()
где n - величина партии деталей
tобр - время на обработку одной детали
2. Перерывы ожидания - являются следствием неравенства длительности операций на смежных рабочих местах. При этом происходит пролеживание деталей в ожидании начала их обработки когда длительность операции на следующем рабочем месте по сравнению с длительностью операции на предыдущем рабочем месте больше.
. Перерывы комплектования возникают в следствии того, что детали, узлы, агрегаты, сборочные единицы входящие в один комплект изделия имеют различную продолжительность обработки и поэтому поступают на сборку изделия в целом в разное время.
Перерывы из-за партионности обусловлены самой природой работы партиями деталей. Каждая деталь, поступая на рабочее место в составе партии, пролеживает два один раз до начала обработки, ожидая наступления очереди, другой раз - после по окончании обработки, ожидая окончания обработки последней детали в партии.
1.5 Особенности организации производственного процесса при обработке деталей партиями
На предприятии изготовление деталей, как правило, осуществляется либо штучно, либо различными партиями. Если детали запускаются в производство поштучно, т.е. одна за другой, то в этом случае все технологические операции на каждой детали могут быть выполнены только последовательно. Рассмотрим графическое отображение производственного процесса изготовления детали при поштучном запуске:
m - количество технологических операций в процессе
m = 3i = (i = 1,2,3…m)1, t2, t3
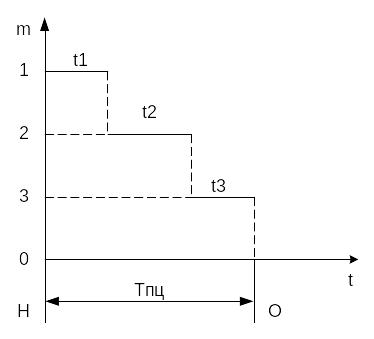
Рис.1. Производственный процесс изготовления детали при поштучном запуске
![]()
При запуске производства деталей партиями появляется возможность варьирования в зависимости от возможностей и целей, которые ставятся при организации производственного процесса. Обработка партии деталей может осуществляться тремя способами: последовательно, параллельно-последовательно, параллельно.