

7. Өндiрiстiк роботтың дәлдiк орнын анықтауын
Өндiрiстiк роботтың орнын анықтауын дәлдiк - нақты өндiрiстiк процестi автоматтандыру үшiн ең маңызды оның сипаттамаларының, оның пайдалануының едәуiр дәрежеде анықтайтын мүмкiндiгi бiрi және қолдану облысы.
Өндiрiстiк роботтың орнын анықтауын дәлдiк анықтайтын есептiк шама астында жұмысшы мүшенiң шартты нүктесiнiң нақты жағдайының аралығында айырмашылықты түсiнген орнын анықтауды (қателiк ) қатенi болып көрiнедi, және бағдарлама берiлген нүкте
Басқару құрылғылары қате есебiнен. Демек, жағдай әйтеуiр орган ПР жұмыстық қозғалыспен басқарудың қатесiн басқару құрылғысының жұмысымен анықтал кеңiстiкте органның жұмыстық күйдiң қателерiне сөзсiз әкеледi. Өкiнiшке орай, бол стандарттар басқарудың қатесi қалыптасқан күтiл алғашқы қателiктер туралы жеткiлiксiз ақпарат санында болады. Бұл мiндет маңызды зерттеу талап етедi және жалпылау.
Әдебиетте кейде қатесiнiң мәлiметтерлерi әбден аз жорамал айтылады, және оларды менсiнбеуге болады. Автор ойынша, бұл жасау керек емес, бiрақ алғашқы шығар ермейдi, өйткенi электрондық сұлбалар жұмыс iстеу сенiмдiлiк тағы жеткiлiксiз басқару құрылғыларының қате шектеу Мүмкiн ұлы және механикалық жүйесiн қатесi және олардың бөлек есептеу.
Жетек қате есебiнен. Өндiрiстiк роботтың орнын анықтауы қателiктер негiзiмен жетек мүмкiн қызмет ету. Егер басқару құрылғысы тамаша жұмыс iстесе, жағдай бұл сақталады және жағдай том, қателерсiз. Мысалы, жетектiң қатесi пiспектiң қозғалатын буынын дәл емес тоқтауды нәтижеде пневматикалық пайда болады немесе гидравликалық цилиндр ), электромеханикалық түпкi ажыратқыштарды жұмыстың дәлсiздiгi, адым тетiктерiн дискреттiлiк және, әйтеуiр, электр қозғалтқыштың зәкiрiн берiлген жағдайда тоқтаудың дәлсiздiгi. Қате мұндай, математикалық статистиканың әдiстерiмен түрiндегi жеңiлдеу өңделе алады және қорытқан. Жетектiң қателерiн өлшеудiң әдiстемесi жағдай әйтеуiр төмендегiдей болады: жетек кiруге қатал тұрақтандырылған сигналды әпередi, ал шығар буында қате өлшенедi.
Элементтердi жасаудың есебiнен технологиялық қателiктерiнiң қатесi және манипулятордың түйiндерi механикалық манипулятордың бiр бөлiктерiнiң жасаудың технологияларынан бағынышты болады және жабдық. Кеңiстiкте орган жұмыстық күй анықтайтын буындарды нақты өлшемдер қателiктердiң әр түрлi руын нәтижеде (есеп айырысу ) мiнсiз ерекшеленедi. Шынайы өлшемдер жасалған құрылымды өлшеу жолымен анықталынған бола алады және есептердегi ескерген. Дегенмен мұндай жол орынды тек сирек жағдайларда, сирек кездесетiн, өте дәл роботтар туралы қашан сөз болады. Жасалатын құрылымды күтiл дәлдiк, сол жұмыс сызбаларындағында болатын ақпаратқа сүйене анықтауға әдетте болып келедi.
Белгiлi жай, технологиялық қателiктер шектейтiн максималь мән арнаулы стандарттармен мөлшерлейдi.
Әрi алғашқы қателермен әсердiң әсерi басқа қателердi әсерден тәуелсiз анықтауға болады, ал орнын анықтаудың дәлдiгiне жиынтық әсер олардың дәлдiктiң бол теорияларына сәйкес есептейдi. Бұл турасында жинақтаудың әдiстерi және қорытынды қателiктiң анықтамасы, онда олар дәлдiктiң теориясында жазық тұйық тетiктер үшiн толық негiзiнен қарап шыққан. Органды жұмыстық күйдiң қатесiн анықтама бұл кеңiстiктiң, ажыратылған көпбуынды механизмды буын - манипуляция системдерiн теорияның ерекше мiндетi.
Байқаймыз, баяндалған пiкiрлер бiр үлгiнiң роботтарының партиясы үшiн орнын анықтаудың күтiл дәлдiгiнiң есептеуiнде ескеру керек болатынбыз, бiр жағынан бiр қалыпты роботтың пайдалануы бу белгiлi уақыт арасында кинематиялық тозуларында өзгерте алады, өйткенi бұл мәлiметтерлер роботтың нақты үлгiсi үшiн тұрақты болады.
Манипулятордың кинематиялық буындары қате, мерзiмдi серпiмдiлiк қасиеттерiмен. Роботтың орнын анықтауының қателерiн бұл тобы өйткенi ашық жүйемен оның жұмыс манипулятор процесiнде, үлкен ұшып шығуы бар консольдың бiрнеше буындарын упругосочлененнуюi құратынын және елеулi көнгiштiктi төселетiнiн анықталады екен. Белгiлеу керек, причин бұл тобы орнын анықтаудың қатесiн демалыс теңгерiм әйтеуiр үлкен меншiктi салмақ бiр қатар жағдайда ие болған.
Орнын анықтау ПРдың дәлдiгiне бұл факторларын әсер зерттей, мiндет статикалық бөлек қарау керек және динамикалық дәлдiк. Жағдай келедi сол первойына сыртқы күштердi роботтың манипуляторына тұрақты есептеуге болуға қашан қосымша тiркелген. Екiншi мiндет - динамикалық дәлдiктiң анықтамасы - едәуiр күрделiрек және осы кiтап шектен шығады.
Люфт қате есебiнен және кинематиялық булардағы саңылаулары өндiрiстiк роботтың орнын анықтауын дәлдiктерге айтарлықтай әсер етедi. Люфт және саңылау қосымша кiргiз қозғаушы артықтық хабарлайтын жүйеге қунақылықты «айғыздаймын».
Егер жүктеудiң шарттарына арналған статикалық тәсiл жiберсек және егер болса кинематиялық буларда үйкелiс, идеал байланыс оларды үстiне қойылатын есептей, сол кезде, манипулятордың шын жағдай анықтау мүмкiн саңылауларды сипаттама бiле және орган шын жұмыстық күй есептеп шығару менсiнбеу мүмкiн одан басқа,. Барлық өзге жағдайларда, динамикалық көрiнiстi қарауға қашан болып келедi және дәлдiк үйкелiс, динамикалық есептi ескер қарап шығуға болады тек жорамалдарды қатарда. Басты қиындық не жүйесiн қозғалысының бiрнеше кинематиялық буларында бiрге жүретiнiн, оны үзiлiс болғанын және болған әр түрлi кинематиялық булардағы келесi екпiн болғандығында. Жүйенiң бұл қозғалысы нәтижеде какомуды шарасызданба «реттiлеуге»
Егер жүйе бағыттас итермелесе белгiлеу керек, люфттарды әсер және белгiлi шарттардағы саңылаулары нөлге дейiн азайтуға болады.
Бiрнеше түр бөлу мүмкiн өндiрiстiк роботтың пайдалануы орнын анықтаудың қателiгi, шарттарға байланыстылар.
1. Үйкелетiн бет жақтарының майлауының тұрақсыздық шақырылған шарттарын қателiк. Негiздеу бәрi бұл қателiк сондай болып түрiндегi есептеуге бар, сонымен қатар басқа тетiктерде және машиналар, және үйкелетiн бет жақтары, сылаудың тұтқырлығын өзгерiс сылау, қоршаған ортаның температурасы, ластану дәрежес нақты түрiндегi уақытында бағынышты болады және тағы басқалар.
2. Өзгерiс сызықты шақырылған қателiк және роботтың айналма ауысуларын, бiрiншi жуықтауда ауысу негiзгi мағына тура пропорционал, бiрақ олардың дәл есептеуi үшiн тиiстi еселiктер енгiзуге керек. Бұл роботтың қолын айналма қозғалыстың мысалында жеңiл мысал келтiруге болады. Радиус R қолдың бұрылысын көбею анықтан-анық, және тұрақты бұрыштық қателiк қателiк жанында пропорционалдық радиустың көбеюiне тура үлкеедi. Байқаймыз, доғаның аз бұрыштары үшiн түзу есептеуге болғанбыз.
3. Алып қалған жүктi массаның өзгерiс шақырылған қателiк орнын анықтаудың дәлдiктерiне айтарлықтай әсер етедi. Өндiрiстiк роботтың номиналды жүк көтергiштiгiмен жанында пайдалану сипат тағайындалған мән қамтамасыз етiлген жүк көтергiштiгi есептейдi. Алып жүруге болатын бұйымды массаның көбеюiнде, әсiресе егер жоғары номиналды, орнын анықтаудың қателiгi ол кенет үлкеедi, ал сәйкесiнше азаяды орнын анықтаудың дәлдiгi. Бұл жүйе, өтпелi процестердi динамикалық сипаттамаларды өзгерiспен ұғындырылады, тербелудiң көбеюiмен және тағы басқаларды алып жүруге болатын бұйымды массаның аралығында тәуелдiлiк лайықты белгiлесiн, және қателiк эксперименталдi жолымен жақсы анықталады.
Өндiрiстiк роботтарды орнын анықтаудың дәлдiгiнiң кейбiр теориялық жағдайлары. Басқару құрылғысы, жетектердi жұмыстың қате шақырылатын орнын анықтаулар технологиялық қателiктермен қатесi және кинематиялық буындар серпiмдiлiк қасиет, белгiлi тарату заңы бар тәуелсiз кездейсоқ көлемдермен есептеймiз.
Ғылымға, техникада және бұйым жаппай өндiру тәжiрибелермен, операциялармен ұшырасуға жиi болып келедi немесе өзгерiссiз шарт дүркiн-дүркiн қайталанатын оқиғалармен. Дәреже нәтижелерi әрқашан әртүрлi өйткенi ерекшеленген жеке тәжiрибе мұқият сақталатын негiзгi шарттарды тұрақтылық бұл ретте, неткенмен. олар кездейсоқ шашыратуды сынайды немесе оғандар бағынады.
Классикалық мысал бiлiк өлшем ауытқу қызмет ете алады немесе машина жасау жасалатын бөлшектердiң саңылаулары. Бұл миллион дана шығарылатын бөлшектер абсолюттi бiрдей ешқашан жасалына алмайды. Одан басқа, өлшегiш аспап көмекпен ылғи бiр атқарылған объект өлшеу ылғи бiр және бiрдей тәптiштiлiкпен бiрдей мәлiметтерлердi бермейдi. Бiр жағынан әр жеке өлшеудi нәтиже немесе өңдеудiң процесс алынатын бөлшек нақты өлшем әлi денi қайтадан аужайлар ешқандай да заңдылықты бiлiнбейтiнiн бiлдiретiн мүмкiн емес алдын ала болжау. бұл заңдылық жақсы және үлестiрудiң деп аталатын қалыпты қисығы суреттеледi.
Үлкен сан бөлінген композиция жататын ең маңызды сұрақтарды теориялық шешiм кеңес математиктердiң жұмыстарындағы болды. Н. Бернштейн, ал. Мен. Хинчин, ал. Н. Колмогоров, болып табыл. . Гнеденко және нашар тәуелдi болып тұрған бiр-бiрiнен кездейсоқ величиндердi соманың үлестiруi жеке алғанда орнатқан басқа да қалыпты асимптотикалық. Ең маңызды жағдай бұл процестердi машина жасауда басым көпшiлiгiнде тарайды.
Мысалы, iс жүзiнде ықтималдық қарым-қатынаста бiркелкi уақыттың параметрiн какогоның өзгерiс ағатын кездейсоқ процестердiң әжептәуiр жиi ұшырасады. Мұндай кездейсоқ процестер тұрақты атайды. Функцияның кең мағынасында мысал тұрақты немесе бойымен ал. Мен. Хинчин өлшегiш аспаптардың көрсетулерiн кездейсоқ құрайтын қателiктер қызмет ете алады. Мысалы, мұндай құралдарға сақшының сызықты величиндердi өлшеу үшiн машина жасау кең қолданылатын көрсеткiшi түрiндегi жатады. Әр түрлi мысалдарды қатар мұндай түрiндегi тағы әкелуге болар едi.
8.1. ТЕХНОЛОГИЯЛЫҚ ЖЕЛІЛЕРДІ АВТОМАТТАНДЫРУЫ
Станок жасау өнеркәсiптiң зауыт сериялы шығарылатын санмен көрсетiлген бағдарламалы басқаруы бар станок бөлшектiң өңдеуiн процестi басқару мiндетiнен (жұмыс - станоқшы) оператор азат еттi, бiрақ жүктеудiң функциясын оларға қалдырды және бөлшектердi түсiру - операция әлсiрететiн бiр қалыпты.
Еңбек өнiмдiлiгiнiң жоғарылауы үшiн және босату өндiрiстiң басқа бөлiмшелерiне бас салмаған жұмыс, 1972 болған iс қаласында әмбебап модульдардан автоматты сызық жасалған - әмбебап өндiрiстiк робот ақыл сериялы және металл кесетiн бiлдек - 1 және рөл көлiк орындайтын тиеуiш құрылғы. Ұқсас автоматты сызықтар бөлшек адамның араласуысыз жұмыстанады. Бұл станоктерiнiң бағдарламалы басқаруын құрылғысын жүйе және байланған бiртұтас бүтiнге роботымен.
Станоктер, робот өзара күй және дайындамалардың жинақтағыштары және бөлшек суретте 8.1 көрсету схемалық.
Әмбебап өндiрiстiк робот ақыл бiрлескен жұмыстың технологиясы - келесi 1 екi токарлық станоктерiнiң арасындағы көлiк қаржыны сапа қолданылған.
1-шi станокке орнатқан дайындаманың 5 беретi роботтың 2 манипуляторы жинақтағыштан, және бағдарлама бөлшектiң өңдеуiн беттерiнше жүргiзген 1-шi станоктiң қосуына әмiрдi бередi. 5-шi манипуляторы ол уақытта (№ 2 ) 4-шi станокке қондыру үшiн қажеттi жағдайға аралық позиция табатын № 1 бөлшекке бұрын өңдеген станокте бағдарлайды. Бөлшектiң өңдеуiн аяқталу туралы № 2-шi станоктен сигнал робот, получив басқару жүйесi, 5-шi манипуляторымен басқарудың бағдарламасы, оны қос № 2-шi станогiнен бөлшегi ере алады және 3 даяр бөлшектердi жинақтағышқа оны жинақтайды, ал бұрын бағдарлалған № 2-шi станокке орнатқан бөлшектi беретi содан соң, және 4-шi станоктiң қосуына әмiрдi бередi және бағдарлама оны жұмыс беттерiнше.
№ 1, 5-шi роботының манипуляторы станокте өңдеудiң аяқталуы туралы әмiрдiң Получивi бөлшегi алады және келесi бағдарлану үшiн аралық позицияда оны тастап кетедi, 2 дайындамасын жинақтағышынан беретi роботы содан соң және станокте оны № 1 орнатады. Бұдан әрi айналымды қайталайды.
Бар тәжiрибеден сүйене, ең тиiмдi программалау келесi ретiнде өзiн таныстырады:
-(қызмет көрсетiлетiн жабдық) станоктердiң жұмысын тiзбек түр әйтеуiр сипатталсын және робот
- жұмыс орынындағы робот, қажеттi жұмыс аймағының нүктелерiнде онының (схват ) жұмысшы мүшесi ауыстыра және бұл нүктелердiң координатасының программ сақтаушысында белгiлей үйрету.
Мұндай программалаудың тәртiбi орнын анықтаудың дәлдiгiнiң жеткiлiктi жұмыс үшiннiң жанында мүмкiн.
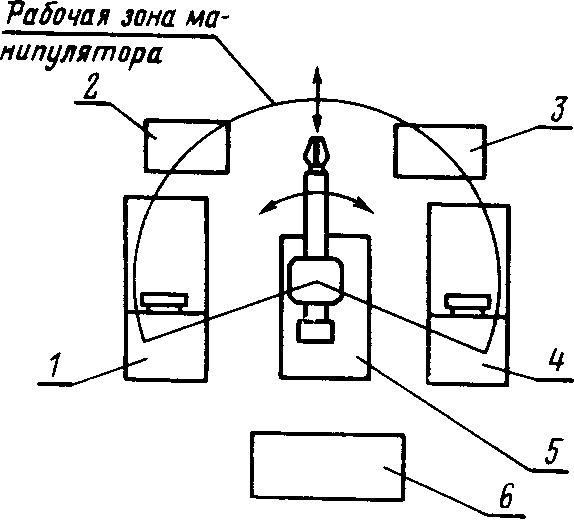
Сурет 8.1 ЧПУмен қызмет көрсетуде екi токарлық станоктерi роботпен жабдықты орналастырудың орналастыруы
Роботтың қолдануы кейбiр өзгерiстердi металл кесетiн бiлдек автономды жұмысы үшiн дайын тұрған бағдарламада талап етедi.
Суреттеп айтылған процесте роботтың пайдалануы орынды, өйткенi:
1 ) жұмысшы еңбек екi станоктердi технологиялық үдерiсте бiртiндеп орналастырылуда программалық басқарумен - олардың қызмет көрсететiн оператор, өндiрiсi жоғары қарқынында шаршататын әбден қарқынды болады және
2 ) тiзiммен жұмыс саралауларын тапшылық өнiмсiз шығын бағытталатын (жөндеушi кейде) бiлiктi станоқшыларға оператордың қарапайым жұмысын тапсырдыра алады, және бұл қызметкерлердi өз еңбекпен қанағаттанбаушылық шақырады
3 ) жүктеудi, бөлшектердi түсiру жұмсалатын қосымша уақыт және пайдалануға интенсивтi түрдерек рұқсат бер металл кесетiн бiлдек минимум түйiстiру мүмкiн станоктердiң жiберуi.
Әдебиеттер
1. Спыну Г.А. Промышленные роботы. Конструирование и применение: Учеб. пособие. – 2-у изд., перераб. и доп. – К.: Выща шк., 1991. – 311 с.: ил.
2. Проектирование манипуляторов промышленных роботов и роботизированных комплексов: Учеб. пособие для студ. вузов, обучающихся по спец. « Робототехнические системы»/ С. Ф. Бурдаков, В.А. Дьяченко, А.Н. Тимофеев – М.: Высш. Шк., 1986, - 264 с.: ил
3. Козырев Ю.Г. Промышленные роботы: Справ.- 2-е изд., перераб. и доп.-М.: Машиностроение, 1988.-392с.
4. Гибкие производственные системы, промышленные роботы, робототехнические комплексы: В 14 кн.: кн. 5.В.И. Царенко. Промышленные роботы. Практ. пособие / Под ред. Б.И. Черпакова.- М.: Высш.шк., 1990.- 94 с.: ил.
5. Высшая математика – М., 2002. – Гордон В. О., Семенцов-Ошевский М. А.
6. Пирогов Е. Н., Гольцев В. Ю. Сопротивление материалов. – М, 2003.
7. Устройство промышленных роботов/ Е.И. Юревич, Б.Г. Аветиков, О.Б. Корытко и др.;Под ред. Е.И. Юревич.- Л.: ЛПИ им. М.И. Калинина, 2000.