

1.5 Описание используемой вспомогательной технологической оснастки.
В качестве вспомогательной технологической оснастки для выполнения сверлильной операции выбран быстросменный патрон 6152-0184.
Я выбрала данный вспомогательный инструмент, так как он подходит для гнезда закрепления инструмента в шпинделе станка, а также позволяет быстро производить замену режущего инструмента.
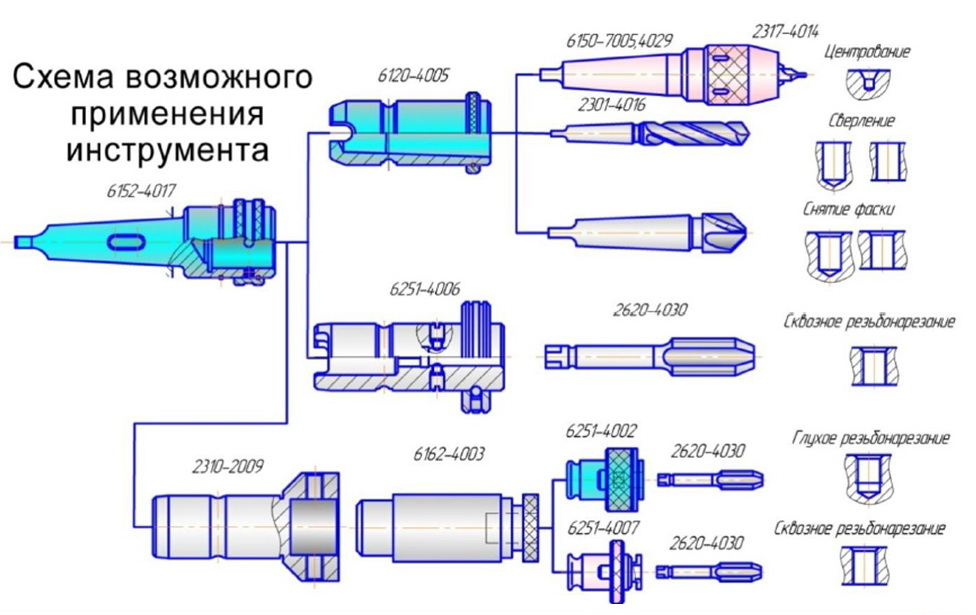
Патроны для быстросменного инструмента предназначены для крепления инструмента при выполнении технологических переходов сверления, зенкерования, развертывания, снятия фаски, резьбонарезания в одной операции, используя возможность быстрой смены инструмента. Быстросменные патроны применяются на универсальных, токарных, вертикально- и радиально-сверлильных и станках.
Особенности конструкции
совмещение и последовательная работа различными сверлами, зенкерами и нарезание резьбы на одном и том же станке без замены патрона;
возможно использование патронов сверлильных, цанговых и резьбонарезных;
стабильная и надежная сила поддержки инструмента;
быстрая и плавная смена инструмента;
хвостик Конус Морзе Тип ВЕ по ГОСТ 25557-2006;
быстросменные патроны применяются совместно с втулками и головками метчиковыми.

Обозначение по ГОСТ 14077-83 |
Обозначение РПУП “ОИЗ” |
Исп. (рис) |
Конус Морзе Morsetaper |
d |
l |
D |
L |
6152-0151 |
6152-4017 |
1 |
2 |
24 |
- |
45 |
140 |
6152-0182 |
-01 |
3 |
32 |
55,5 |
55 |
170 |
|
6152-0152 |
-02 |
55 |
|||||
6152-0184 |
-03 |
4 |
42 |
58,5 |
70 |
210 |
|
6152-0185 |
-04 |
60 |
|||||
6152-0186 |
-05 |
5 |
55 |
63,5 |
85 |
260 |
|
6152-0187 |
-06 |
75 |
|||||
6152-0188 |
-07 |
2 |
4 |
42 |
58,5 |
70 |
230 |
6152-0153 |
-08 |
60 |
|||||
6152-0191 |
-09 |
5 |
55 |
63,5 |
85 |
270 |
|
6152-0154 |
-10 |
75 |
|||||
6152-0193 |
-11 |
6 |
57 |
335 |
|||
6152-0194 |
-12 |
85 |
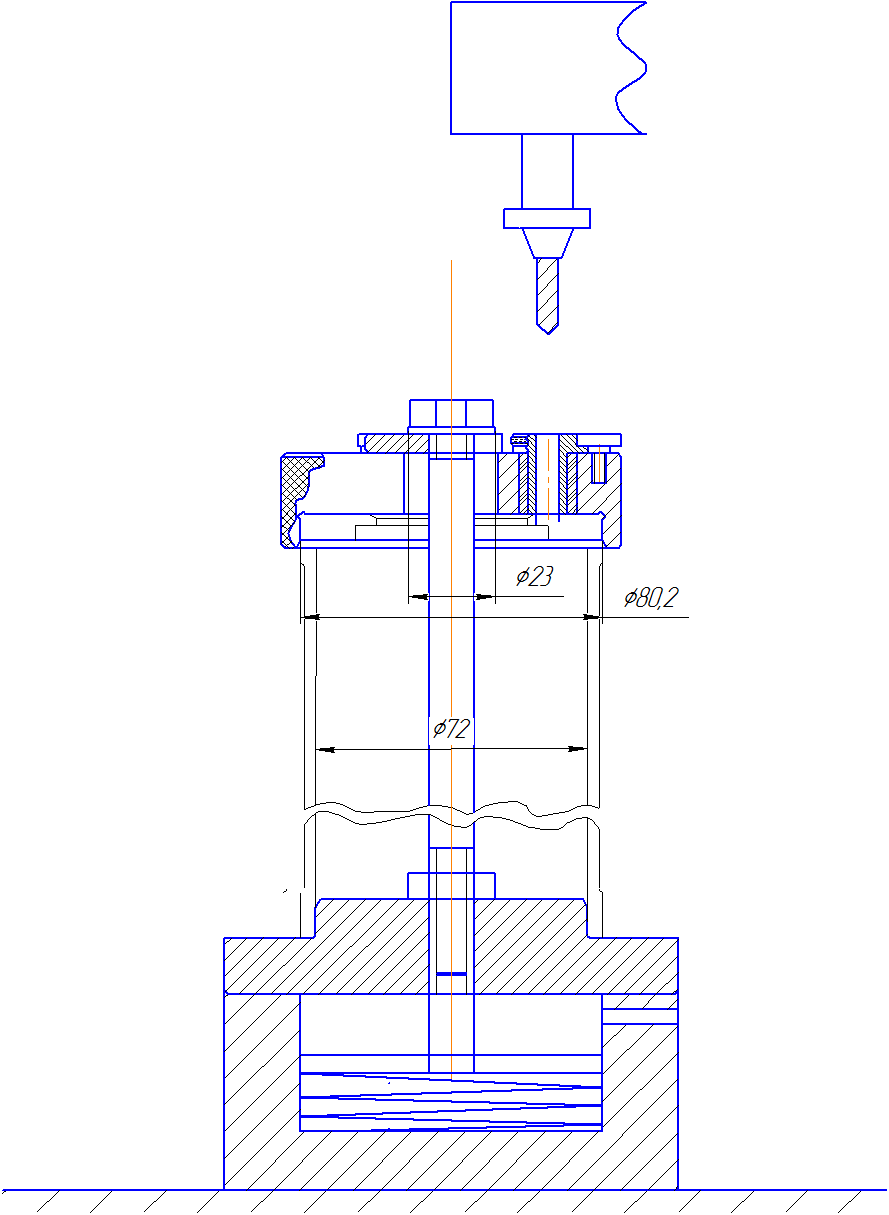
1.7.Схема наладки станка на выполнение рассматриваемой технологической операции
2.Конструкторская часть
2.1.Проектирование станочного приспособления.
Конструкция проектируемого станочного приспособления- сборочный чертеж АТКП.151001.09.106.СБ
2.3 Расчет погрешности базирования заготовки в приспособление.
Базирование детали производится на цилиндрической оправке
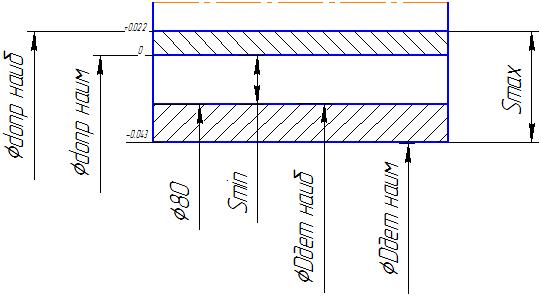
Dдет = 80-0,01-0,043
Dопр= 80 +0,005+0,022
Δдоп на дет=0,033
Δдоп на опр= 0,017
ΔD наиб = Smax = Smin+δдет+δопр
Smax – максимальный зазор между деталью и оправкой =0,065
Smin – минимальный зазор между деталью и оправкой =0,015
δдет – допуск на изготовление отверстия детали 0,033
δопр – допуск на изготовление наружного диаметра оправки 0,017
ΔD наиб = Smax= 0,015+0,033+0,017=0,065 мм
Следовательно базирование детали будет
0,065≥0,075
Условия базирования выполняется.