

12. Существующая технологическая документация.
В цехе существует архив, где хранится вся технологическая документация: чертежи деталей, их технологические процессы обработки, чертежи режущего и мерительного инструментов, а так же приспособлений. Технологический процесс включает в себя: маршрут обработки детали, операционные карты обработки детали, карту контроля, карту наладки.
13. Методы передачи деталей с одного рабочего места на другой.
Существующее и предлагаемое подъемно-транспортное оборудование.
Детали передаются следующими способами: руками, на тележке, с помощью кран-балки и на погрузчике, а так же на грузовых автомобилях, если партия очень огромная. Руками передаются детали, имеющие небольшие габариты и массу, небольшими партиями (в таре и без). На тележке перевозятся небольшие партии деталей в основном в таре, которые можно сдвинуть при помощи силы человека. На кран-балке обычно переносят детали, имеющие большие габариты и массу, в пределах одного цеха. На погрузчике перевозят детали в таре в больших количествах между цехами или крупногабаритную деталь между цехами.
15. Способ уборки стружки. Предлагаемый способ.
У каждого станка находится металлический ящик, куда и попадает стружка в процессе обработки деталей. Более мелкая стружка убирается щеткой, а более большая – крюком. Когда ящик заполнен, то стружку из него вывозят в специальный контейнер, где все виды стружки сортируются по материалам. Далее стружка из этого контейнера прессуется и вывозится на переплавку.
16. Планировка мех.Участка, расположение основных и вспомогательных помещений.
На участке располагаются как станки с ЧПУ, так и универсальные. Участок насчитывает порядка 15 станков. На участке расположены: 4 стеллажа, в которых хранятся оснастка для станков, режущий инструмент и заготовки, стеллаж, где хранятся картриджи с программами для станков, а так же стеллаж, с находящимися в нем операционными картами. В вспомогательным помещении находится помещение, где детали проходят контроль.
17. Схема управления цехом.
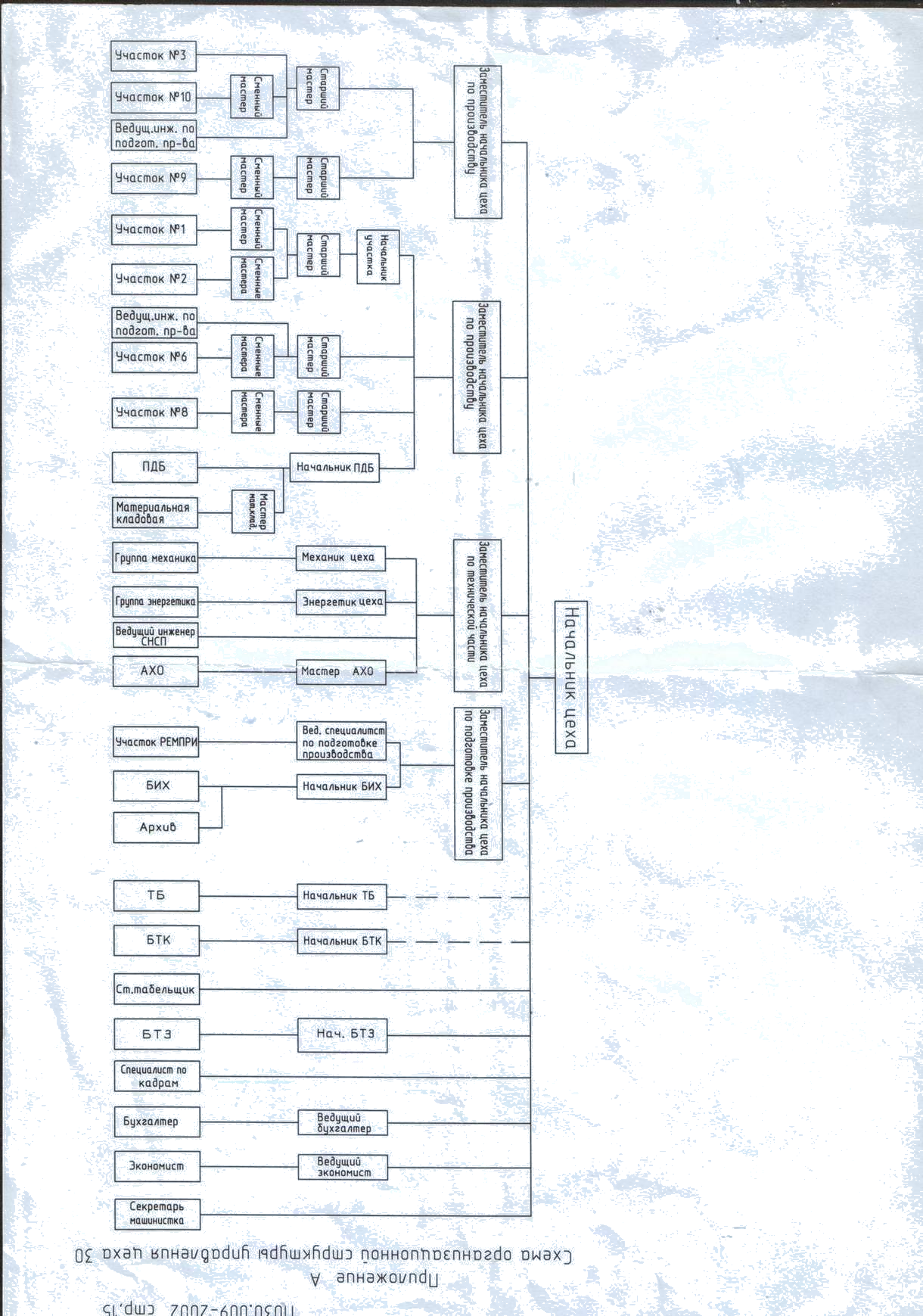
Организация инструментального хозяйства.
Система инструментообеспечения предназначена для обслуживания всего технологического оборудования цеха, заранее подготовленными инструментами, а также контролем за его правильной эксплуатацией.
Все стандартные инструменты обычно изготавливают специализированные заводы, что резко снижает их стоимость и повышает качество. Специальные инструменты и приспособления изготавливают в инструментальном цехе, на самом заводе, и лишь частично приобретают по кооперации.
Система инструментообеспечения цеха является составным элементом в инструментальном хозяйстве завода. В инструментальное хозяйство завода, входят:
инструментальный цех;
центральный инструментальный склад (ЦИС);
центральный абразивный склад (ЦАС).
Инструментальное хозяйство цеха обычно состоит из участка инструментальной подготовки, которая включает:
инструментально-раздаточную кладовую;
секцию сборки и настройки инструмента;
контрольно-проверочный пункт;
заточные и ремонтные отделения.
Инструмент храниться по классам, подклассам и шифрам, чтобы проще было его найти при необходимости. Инструмент раскладывается следующим образом: нормализованный – по индексам, в порядке возрастания; специальный – по номерам изделий и операций, для которых он предназначен.
Инструмент для изделий, снятый с производства или непригодный, должен быть сдан на базу восстановления или в утиль. Ремонтировать частично изношенный или поломанный инструмент целесообразно в том случае, если расходы на его ремонт меньше или равен остаточной стоимости инструмента, с учетом его износа. Ремонт сложного и дорогостоящего инструмента должен быть планово-предупредительным. Ремонт инструмента в крупных цехах производиться на собственных ремонтных базах, для остальных цехов – в инструментальном цехе. Восстановление инструмента – это ремонт полностью изношенного или пришедшего в негодность и снятого с эксплуатации инструмента, для придания ему первоначального вида, свойств и размеров или получение из него инструмента другого вида.
При ритмичной работе инструментального хозяйства, своевременной замене и заточки инструмента, изготовления приспособлений, повышается производительность и улучшается качество обрабатываемых поверхностей.